去年秋天,在宁波一家汽配厂的装配线上,我亲眼看见一个工人把左舵车的刹车油管装到了右舵工位——这已经是当月第四次了。班长骂骂咧咧,操作工一脸无辜,而质检那边根本拦不住,因为最终的制动测试要等整车下线才做。损失?停工、返修、客户罚款,加起来小二十万。就是这么个低级错误。
防错,不是防蠢,是防“人注定会犯错”
说实话,第一次接触Poka-yoke这个词,我还以为是某种日本寿司术语。后来才知道是丰田生产体系里的“防呆法”,原文是ポカヨケ,意思就是“避免(yokeru)无意的错误(poka)”。
它的底层逻辑很粗暴:不依赖人的注意力,而是通过物理或程序手段让错误根本不可能发生,或者一发生就立刻暴露。
你可能会想——多加几道检验不就行了?但检验是“事后抓坏人”,防错是“让坏人没法作案”。这里有个核心差别,我常跟团队讲:检验依赖的是“人的警觉”,而防错要设计成
“即使你闭着眼睛乱操作,也捅不出篓子” 。
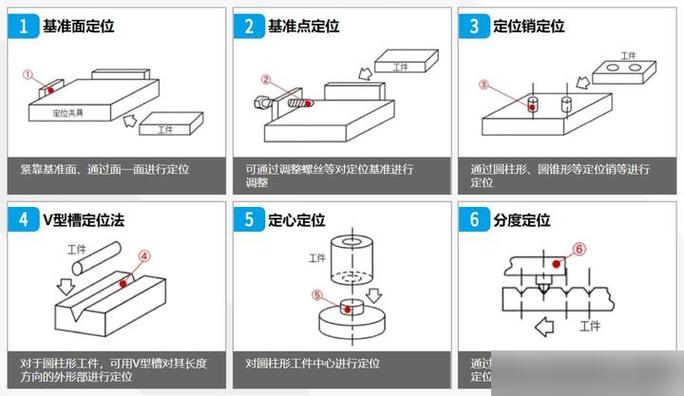
汽车装配线防错定位销与传感器设计图
举个很经典的例子:USB接口。早年间还有正反之分,插反了硬怼会弄坏端口,现在Type-C正反都能插,这就是一个完美的防错设计——它压根不给你犯错的选项。在机加工领域,工装夹具上的定位销故意做成不对称分布,你想把工件装反?门儿都没有。
不过话说回来,防错技术远不止“加个销子”这么简单。它需要你像侦探一样去回溯——那个操作工为什么会装错?是物料摆放位置别扭?是零件太相似?还是作业指导书根本没人看?
真正有效的防错,一定是从人的失误模式反推出来的。
在自动化产线上,防错不只是加个传感器
在自动化产线上,防错不只是加个传感器
现在很多工厂一谈防错,就想到上视觉检测、激光测距、称重比对,好像传感器越多越高级。✅这些当然有用,但
技术堆砌反而是最大的陷阱 ——因为你容易忽略掉“最便宜、最可靠、最不容易被绕过的”机械防错手段。
我记得有一回帮一家医疗器械厂做产线诊断,他们有个组装关节的工位,操作员经常漏装一个小密封圈。工程师原本打算上一套高精度称重系统,预算三十万。我转了一圈,指着料盒说:“你把密封圈的料盒做成阶梯式出口,每次只能掉出一个,而且不取走的话下一道工序的启动按钮被物理挡住,不就行了?” 最后花了不到两千块搞定。❗这事儿我到现在想起来还会有点恼火——我们太容易迷信电子化了。
真正的防错高手,往往先看有没有“接触式”“尺寸式”“动作顺序式”的简单解法。 比如:
– 让零件只有在一个特定姿态下才能放入夹具(不对称导向)
– 将作业必需的工具用弹簧绳悬挂在作业点正上方,拿走不用完不回弹就无法启动下一步
– 利用光栅或者机械挡块强制双手同时操作,避免一只手还没撤出就启动了冲压
这些方法几乎零维护、零误报,比很多花里胡哨的电子防错耐用得多。
[IMG_KEYORD: 工业自动化产线防错限位开关机械装置]
问:“可是我们的零件外形本来就对称,没法做定向防错,怎么办?”
答:对称件容易装反或者混淆方向,恰恰是最需要防错的场景。如果外形无法改变,就在加工或装配流程里制造“不对称特征”——比如临时粘贴颜色标记、增加一个只有正确方向才能穿过的检测针、或者在流转托盘上设计不对称的定位点。甚至可以利用重量差:哪怕只有几克差别,一个简单的天平式托架就能卡住反向件。记住,
防错是针对具体失效模式定制的,没有万能方案,但有无限组合的思路。
实施防错的三大误区,很多人第一条就中招
实施防错的三大误区,很多人第一条就中招 误区一:以为防错措施可以替代培训。 这是最让我冒火的论调。有些管理者觉得“既然有了防错,工人就不用那么上心了”。大错特错。防错是最后一道屏障,而操作者的意识和技能才是减少异常的第一道防线。如果人本身想绕过防错——比如用胶带粘住传感器——再精巧的装置也是废铁。💡所以防错必须和“班组认可”“改善提案”捆绑在一起,让一线员工自己提防错建议,他们才不会去破坏。
误区二:把防错等同防错装置,忽略过程防错。 很多人一说防错,脑子里就是硬件。其实顺序防错(过程防错)同样致命:比如拧紧螺栓,规定必须按对角线顺序分三次扭矩值完成,如果操作者跳步或一次拧紧,即使最终扭矩合格,应力分布也不对。这时可以用智能扳手实时监测角度-扭矩曲线并锁死下一工序,这就是典型的“程序防错”。
误区三:追求完美防错,导致成本失控。 有些错误发生的概率极低、后果也不严重,你却非得上个十几万的自动检测设备,这就背离了Poka-yoke的精神。丰田的原始理念是“简单、廉价、立刻见效”。我见过最妙的防错是一根铁丝——在冲压送料线上,如果一个废料跳屑,铁丝被触动就会切断急停回路。成本几乎为零。
问:“那防错装置本身会不会失效?我们怎么监控防错?”
答:好问题。防错装置同样需要“防错”。我建议建立
防错点检基准书 ,每日开工前用样件测试——把故意弄错的标准缺陷件放进去,看装置能不能拦住。这叫“防错验证”。并且把验证结果可视化,让每个班组长签字。遇到过最离谱的案例,一个防错光电传感器镜头上积了厚厚灰尘,居然半年没人发现,因为没有人去故意测试它。😤
从“事后围堵”到“源头消除”,这条路走了四十年
从“事后围堵”到“源头消除”,这条路走了四十年
中国制造业正从“大干快上”转向“精耕细作”,防错技术的价值在快速爬升。尤其是现在多品种、小批量的柔性产线,换型频繁,人因失误的压力更大。我看到一些领先的工厂已经在尝试
“自働化”(Jidoka)与物联网防错的结合 ——当检测到异常,设备不仅停机,还自动推送信息到班组长的手表,并锁定该工位的下一批次放行权,直到问题关闭。
但不管技术怎么演进,核心还是那四个字:
尊重人性 。人不是机器,会疲劳、会走神、会情绪波动,而好的防错设计正是接纳了这种“人性的弱点”,用物理的确定性去包容人的不确定性。
下次你在车间看到操作工反复核对一个零件时,别急着夸他细心——更应该想:这个工位是不是该做防错了?因为
长期依赖人工细心,本身就是一种最大的隐患。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。https://www.dachanpin.com/a/tg/60204.html