说实话,田口方法在工业圈子里一直是个‘半神半鬼’的存在。有人捧它是低成本高质量的万能钥匙,有人骂它是统计学上的歪门邪道——尤其是学术界那帮人,总揪着信噪比和损失函数的设定不放。不过话说回来,在车间里混了十五年,我信一条:能解决问题的,就是好工具。
三次设计?其实就一句话的事
强调一下,参数设计是田口方法的精华。它不指望消灭噪声因子——温度、湿度、批次差异、操作员手气——它承认这些你搞不定,所以就让产品性能对这些噪声变得‘麻木’。用的工具就是信噪比(S/N ratio),望目特性、望大特性、望小特性,各有各的算法。但别学我当年,上来就套公式,搞错了特性类型,优化出来全是废品。❗血泪教训。
正交表:不是魔法,但胜似魔法
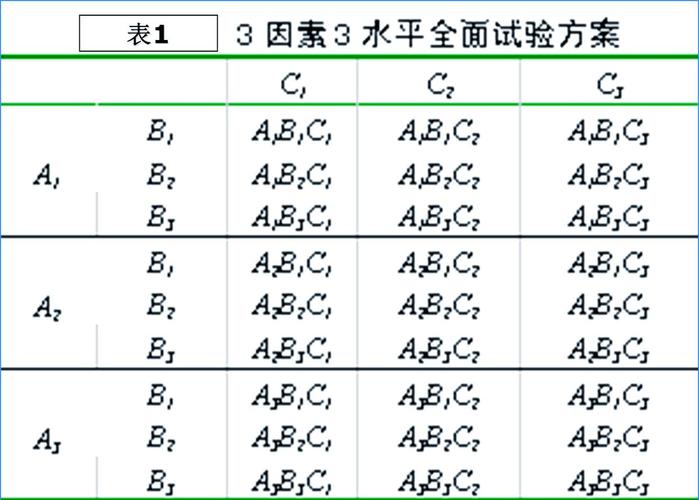
田口方法里最被滥用的就是正交表。L4(2^3)、L8(2^7)、L18(2^1×3^7)……这些数字对外行像天书,对老手却是排列组合的捷径。我见过程序员写个DOE全因子实验要跑三天,结果车间等不起。而田口的正交表能用最少的实验次数找出主力因子,虽然交互作用常常被牺牲掉——这也是学界骂它的点——但在生产现场,速度就是正义。有一次客户审核,问我为什么不用田口的‘动态特性’分析,我直接回怼:您那产品一年才卖500件,值得上全因子?不过,这里有个大坑:很多人拿着正交表跑完实验,看到主效应图就开始调参数,完全不管残差分析和确认实验。💡提醒一句,田口方法不是让你猜谜,一定要补充验证实验,否则工艺一放大,波动教你做人。

问:田口方法和经典DOE到底怎么选?
答:看你的目标。如果时间充裕、想深入理解因子间的交互作用,经典响应面法(RSM)绝对更精细。但如果像我们这种被交货期追着跑的,田口方法就是救命稻草——它强在筛选和稳健优化,用很小的实验成本快速锁定‘抗噪’参数区。我之前做医疗注塑件,正是靠田口方法找到了一个对模具温度波动不敏感的工艺窗口,后续量产不良率从2%直接降到0.2%。
问:田口方法在数字化转型时代还有用吗?
答:太有用了。✅现在很多厂搞数字孪生和AI优化,但数据采集的噪声控制依然要命。田口方法的思想可以直接嵌入机器学习流程,比如用正交实验生成训练数据,再用信噪比作为特征重要度的判据。我去年和IT部门合作,在SMT贴片机上用田口+随机森林,把焊点空洞率预测模型的鲁棒性提升了近一倍。老方法新生态,关键看你怎么嫁接。
我差点被田口方法气死的那天

这里必须插一句:田口方法提倡的‘损失函数’思想,是超越技术层面的管理哲学。田口玄一说,产品质量就是给社会带来的总损失,只要偏离目标值,哪怕在规格限内也产生损失。这理念直接冲击了传统的‘合格/不合格’二元思维。我们在开发新产品时,用二次损失函数给研发团队看:为什么烧钱把尺寸做到标称值,而不是仅仅在公差带内。那帮设计师这才闭嘴。💰
现在不少企业把田口方法融进了QbD(质量源于设计)体系,特别是制药和半导体行业,我见过用田口设计优化光刻胶配方的案例,简直绝了。但也不要神化它,关键还是人的脑子和手——再好的正交表也抵不过一个拍脑袋乱改参数的车间主任。
最后,如果你正被工艺波动折磨,试试田口方法吧。哪怕就从L8开始,跑完实验,你可能会像我一样,一边骂它‘离经叛道’,一边偷偷把经验曲线收入囊中。这大概就是工程人的宿命:实用至上。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:田口方法:那个让我在车间里骂娘又暗爽的‘稳健参数设计’怪招 https://www.dachanpin.com/a/tg/60291.html