干了十五年质量,最烦的就是培训教材里那些绕口的学术词。七手法,说白了就是七把刀,甭管你是造发动机还是拧螺丝,只要生产线还在转,这几样东西你早晚得用。今天不扯虚的,就聊聊这些年踩过的坑、悟出的理儿。
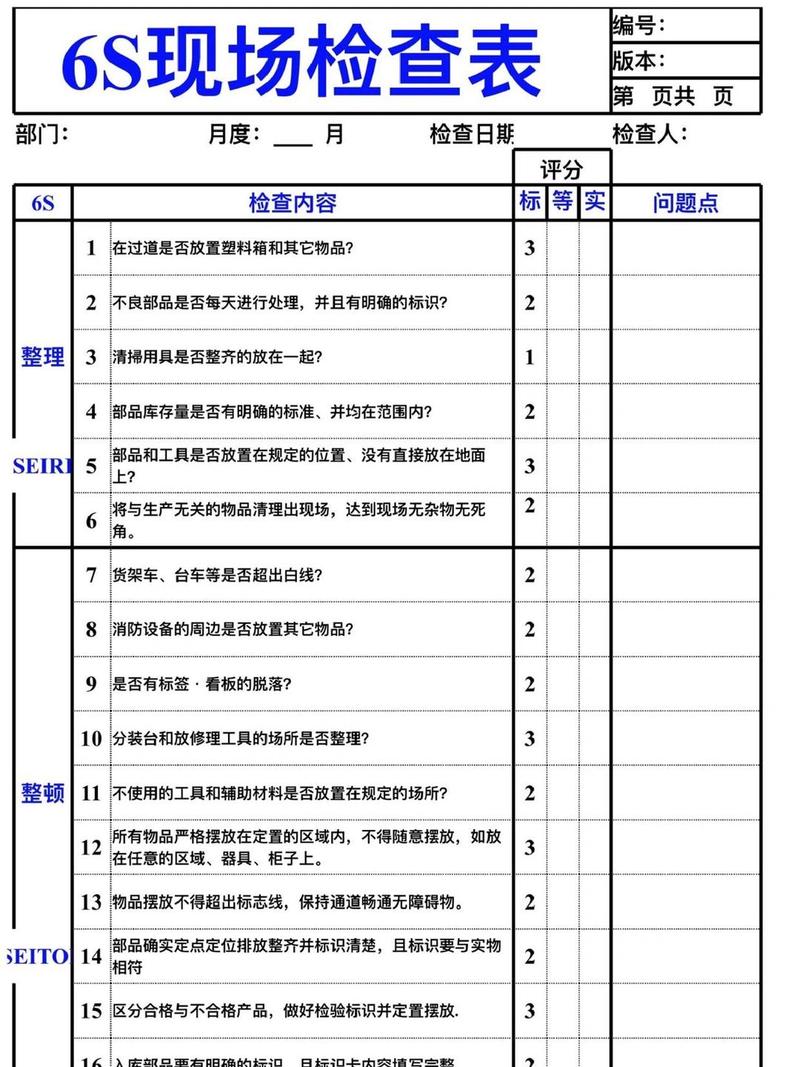
检查表:不是填了就算完
很多小白一上来就整张花里胡哨的表格,几十列,恨不能把所有特性都塞进去。结果呢?作业员填两天就烦了,瞎划拉。我见过最离谱的——有个夜班哥们,把整周的尺寸数据在交班前五分钟一次性编完了,因为表格太复杂,根本没人能真正用起来。
检查表这玩意儿,核心是聚焦,不是大而全。你得让一线的人乐意填,数据才真实。我们后来改成了巴掌大的小卡片,就盯三个关键尺寸,旁白印着公差带,超标了直接画圈。这招看起来土,但管用。哦对了,还有一个反常识的事儿:检查表最好别跟考核直接挂死钩,否则你拿到的全是漂亮假数据——这是血泪教训。
层别法呢?有人总把它跟检查表搞混。其实简单:检查表是搜集数据,层别法是扒数据的外衣。比如你发现机加工尺寸超差,光看总不良率没用,得按机床、按班次、按材料批次一层层剥开,罪魁祸首才会露头。
问:“层别法听起来就是分类,直接用Excel筛选不就行了?”
答:“问得好,我当年也这么想。但机器筛选出的是冰冷的分组,层别法要求你动脑子,分得有道理。比方说,你按白班夜班分,结果发现差异不大,那就不如再按冷却液更换频率分一次——有时候真相藏在第二层,甚至第三层。别懒,现场走一圈,比点鼠标强。”
柏拉图和鱼骨图:这俩货得搭着用
柏拉图漂亮,二八原则谁都懂,但大多数人的毛病是画完图就完了,往墙上一贴当装饰。看着那根红色累计折线冲到80%,心说“嗯,这几个问题是关键”,然后……就没有然后了。
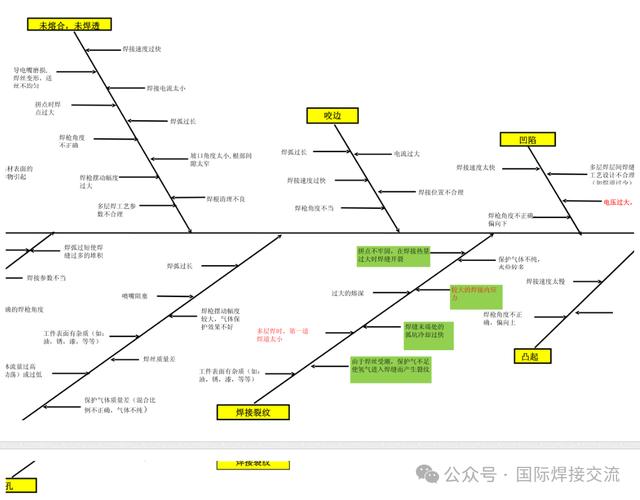
其实柏拉图只是给你指明了方向,具体原因还得靠鱼骨图去掏。有一回我们焊接缺陷率陡升,柏拉图一拉,前三大缺陷占了78%。马上拉人到白板前画鱼骨,人机料法环挨个薅。起初觉得是焊丝的问题,后来一个小伙子嘟囔了一句“最近湿度是不是太高了?”——法环那根骨头上,环境湿度被忽略了。烘干一下焊剂,缺陷率直接腰斩。千万别把鱼骨图画成鱼刺,那玩意儿得有肉,每条大骨至少长出三四根小刺才算像样。而且,让最一线的操作工去填小刺,他们看见的现象比工程师多得多。
问:“散布图呢?感觉平时用得少。”
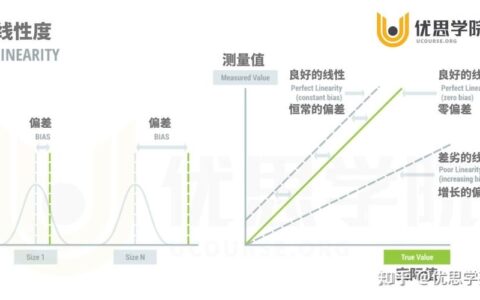
答:“那是因为你没碰到那种玄学问题。比如淬火硬度和回火温度,理论上负相关,画个散布图一眼能看出线性度。但有一次我们有个零件,强度和表面粗糙度之间出现了奇怪的负相关——后来发现是刀具磨损导致切削热影响了表面冷作硬化。要不上散布图,打死也想不到八竿子打不着的两个指标有这层关系。记住,散布图探测的是非直接因果关联,这恰恰是经验主义最盲区的地方。”
直方图与控制图:别把异常当正常
直方图,我叫它“老实人图”。数据往那儿一摆,分布形态骗不了人。车间有个老师傅,老说“这批活儿干得比以前好”,我让他把过去三个月的尺寸数据扔进直方图——好家伙,典型的双峰。一问,俩操作工各自用的卡尺零位差了0.02mm。这就是让数据说话,别让经验迷了眼。
控制图更狠,它告诉你过程什么时候“疯了”。很多厂把控制图当应付审核的摆设,上下限万年不变,甚至直接套公差带当控制线——简直离谱!控制上下限必须用过程实际数据算出来的,UCL/LCL是过程的自然波动边界,不是图纸上的USL/LSL。我一度特别执着于单值移动极差图,因为小批量多品种的时代,批量越来越小,X-bar R图常常凑不够子组。用I-MR图,哪怕每件产品只测一个数据,连续二十几个点就能判异常,这多实在。
最后啰嗦一句:这七手法,千万别想着一次全用上。实际问题来了,挑一把最顺手的刀,先捅进去,往深了挖。数据假了,再炫的图表也是废纸;现场熟了,简单工具也能出真知。就这样吧,下车间去。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:质量控制(QC)七大手法:车间老油条压箱底的东西 https://www.dachanpin.com/a/tg/60276.html