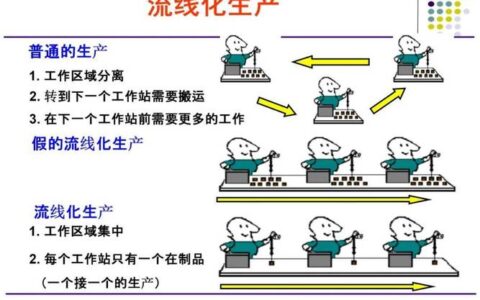
“全员参与”成了“全员看数”?
TQM的核心,不是工具,是每一个人的质量意识。石川馨当年推质量圈,就是让一线工人自己琢磨怎么改进。可现在呢,MES把任务直接推到工位,扫码、报工、自检,工人变成了数据入口。他们连为啥测这个尺寸都不懂,只是机械执行。这叫全员参与?这叫全员被系统参与。 ❗我一朋友,做汽车零部件的,把车间所有纸质报表砍了,换成数字看板。第一个月,不良率跌了0.5%,厂长乐开了花。第二个月,反弹。第三个月,崩了。为什么?因为工人不看看板。他们只关心下班。而以前,班长每天手填过程控制图,画点子,一出界就喊大家讨论。那种朴素的“参与感”,被一块冰冷的屏幕割掉了。 所以,数字化不是取代,是赋能。TQM的全员参与,必须体现在:让每个人理解数据背后的意义。比如,在压铸车间,实时显示SPC的Cpk值。但只有Cpk不够,还得用图标和颜色,配上语音提示——就像开车导航,你不需要知道算法,但你知道要拐弯了。✅更重要的是,系统要能方便地发起质量圈讨论,把异常信息推给相关人员,而不是只发给质量经理。
SPC还没死,只是被很多人用死了
统计过程控制(SPC),TQM的老伙计。休哈特爷爷发明的控制图,到现在快一百年了。现在AI预测,机器学习,神经网络……是不是SPC该进博物馆了?说实话,我也一度这么想。直到去年,帮一家注塑厂做过程能力分析。 他们上了一套号称“AI预测良率”的系统。投产前,AI说这批料有92%良率。结果呢?废了40%。后来我们回去查,原始数据采集就有问题——模具温度传感器装歪了,一直偏3度。AI模型根本不知道这个物理现实,它只是从历史数据里找规律。而一张简单的Xbar-R控制图,如果当时有人画,一眼就能看到温度点超出上控制限。 SPC不是过时的统计,而是理解波动的语言。 你的注塑机、CNC、冲压线,产生的波动是随机的还是系统的?你不读控制图,靠黑盒模型猜?出了事,你连原因都找不到。 不过话说回来,SPC确实需要进化。手工画图太反人类了。现在有各种实时SPC软件,直接连PLC,自动报警。💡关键是把SPC的逻辑,从“事后检验”前移到“过程预防”。这就跟TQM的过程控制理念无缝对接。我见过一家线束厂,把端子压接的CPK实时放看板上,作业员自己就能调机,根本不用等巡检。 问:那现在搞智能质量,是不是都得加上SPC? 答:不一定。SPC是方法,不是目的。如果你的过程本来就非常稳定,或数据不符合正态分布,强行SPC反而误导。但TQM里那句“用数据说话”的精髓不变。你可以用I-MR图,可以用P图,甚至可以用分位数回归。工具是活的,原则是死的——要理解变异,然后减少变异。
克劳士比说“质量免费”,马斯克听了直点头?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:全面质量管理(TQM):为什么你的数字看板漂亮,但产品还是烂? https://www.dachanpin.com/a/tg/60300.html