做自动化流水线这行十来年,最怕听到的就是‘把设备买回来装上不就完事了’。真的,每次甲方爸爸用这种眼神看我,我心里就咯噔一下——又一个项目要翻车了。
你猜怎么着?往往不是设备不行,是思路从一开始就歪了。
从‘自动’到‘动不了’有多远?
先给你们讲个真事。有家汽配厂,老板去国外转了一圈,回来非要上全自动装配线,七轴机械臂、视觉检测、激光引导,全部拉满。设计的时候,技术方案书上节拍时间算得漂漂亮亮:4.5秒一件。结果呢?投产当天就傻眼。托盘稍微偏了2毫米,机械臂抓空,整条线宕机。节拍掉到12秒,还不如原先半自动。
问题出在哪?不是机器人精度不够,是根本没有考虑来料一致性。冲压件本身就有回弹,一个批次和另一个批次尺寸能差0.5mm,视觉系统又没做自适应补偿。这就是典型的‘能用’和‘好用’的差距——自动化流水线可不是简单的设备堆砌,你得把整个制造链条的工艺波动吃透。
还有一次,更离谱。一条食品包装流水线,传送带一启动,PLC就报通讯故障,查了三天三夜,最后发现变频器和电机的地线没接好,电磁干扰直接干翻了传感器信号。就这?一个接地铜排不到五十块钱的事,硬是让整个项目延期两个月。

说实话,现在方案商最喜欢拿‘智能制造’‘工业4.0’忽悠人,上来就画拓扑图,MES、SCADA、数字孪生全给你挂上。但基本功没做扎实,这些全是空中楼阁。我见过一套号称全数字化的流水线,就因为中间一台变频输送机的加减速曲线没调好,瓶子倒得稀里哗啦,酒液流一地。
传感器选错,全盘皆输
说到传感,气就不打一处来。某次给一个精密电子件流水线做升级,被要求用便宜货替代进口光电开关。结果怎么样?车间灯光稍变化,误触发率飙升到15%,工人不得不拿黑布把检测工位裹起来。活脱脱一个大姑娘羞于见人。
后来换成带背景抑制功能的激光传感器,贵是贵了三倍,但稳定性直接拉满。这笔账怎么算?停工一分钟损失上千块,两个月下来够买好几箱传感器了。
这里插一句,自动化流水线里,节拍平衡是门玄学。很多人以为用变距机构就能搞定多品种,但其实最关键的还是缓存策略。我习惯在关键工位前后预留至少三个品的浮动空间,配合RFID读码分流。一旦上游卡壳,下游还能撑十分钟,而不是整线瘫痪。

问:流水线总是误报警,除了换传感器还有救吗?
答:先查供电隔离。别笑,我处理过的案例里,三分之一是24V电源纹波太大,或者感性负载引起干扰。加个磁环、独立开关电源往往就痊愈。再就是看看PLC输入滤波时间,往大了调个几毫秒,对高频噪声超有效。当然,长久之计还是做好接地和屏蔽。
问:我们产线品种多、批量小,上自动化到底划不划算?
答:这就得说说柔性自动化了。别一上来就搞刚性专机。我推荐用协作机器人+快换夹具,搭配视觉引导,换产从四小时缩到15分钟。贵是贵点,但算下柔性带来的设备利用率提升,一年半回本很正常。
调试崩溃的凌晨三点
记得最清楚的一次,一个大型家电涂装线。离客户验收还有两天,主控柜突然隔三差五急停。毫无规律。我带着三个工程师蹲了整整36小时,困得拿PLC编程电缆当枕头。最后发现是某根安全回路的急停按钮触点偶尔弹不回来——一个机械卡滞,逼疯一群搞电气的。
这类事太磨人了。可这就是自动化流水线的日常啊。你永远不知道哪个螺丝松动、哪个参数漂移,就能让整条‘智能线’趴窝。所以现在我看项目,先不问用了多少机器人,而是看设计有没有做FMEA,运维通道好不好拆,操作工喜不喜欢用。
说到操作工,不得不讲一个惨痛教训。某线体因为人机交互界面太‘高大上’,全英文三级菜单,一线员工直接懵了,产量反而下降。后来我们逼着自己把界面改成图形化大图标,配上方言语音提示,效率才飙回来。技术最终是要为人服务的,对吧?
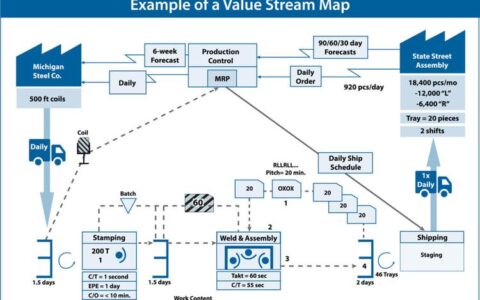
最后啰嗦几句。做自动化流水线,最忌讳的就是跟风。别人上了AGV你也上,别人搞数字孪生你也搞,完全不顾自己的产品特性、人员水平、维护能力。我见过太多线体建成即闲置的案例,还不如老老实实先把工装定位、物流通畅这些基础夯实。一次正确的价值流分析,胜过十个花哨的方案。
别怕起步慢,就怕方向偏。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:自动化流水线改造,我那些年交的学费 https://www.dachanpin.com/a/tg/60455.html