上个月,车间里一台五轴加工中心突然报警,零件超差0.05mm。查了半天——最后发现是夹具的一个定位块松了半圈。0.05mm,这可不是开玩笑的。在航空零件加工中,一丝的误差足以让整个部件报废。说实话,做制造这行越久,越觉得工装夹具才是机床的“最佳配角”,没有它,再好的设备也白搭。
精度:不是玄学,是细节堆出来的
很多人问我,夹具的精度到底怎么保证?我的回答是:
从设计到安装,每一个环节都不能放过。 夹具的定位基准必须与工件工艺基准重合,这是原则。但实际做起来,哪有那么简单。比如,铸件毛坯的余量不一致,定位点就得考虑浮动支撑。再比如,薄壁件,夹紧力稍大,变形就来了——你明明让刀了,最后测量还是超差,那种懊恼,只有经历过才懂。
记得有一次,我们在加工一种薄壁铝环,试了几种夹紧方案都不行,要么椭圆变形,要么振刀。最后用了
气动浮动夹紧,在六个点同步施加微小夹紧力,问题才解决。❗警告:别盲目相信手册上的数据,实际工况下的振动、热变形,都会影响夹紧稳定性。一定要做切削验证。
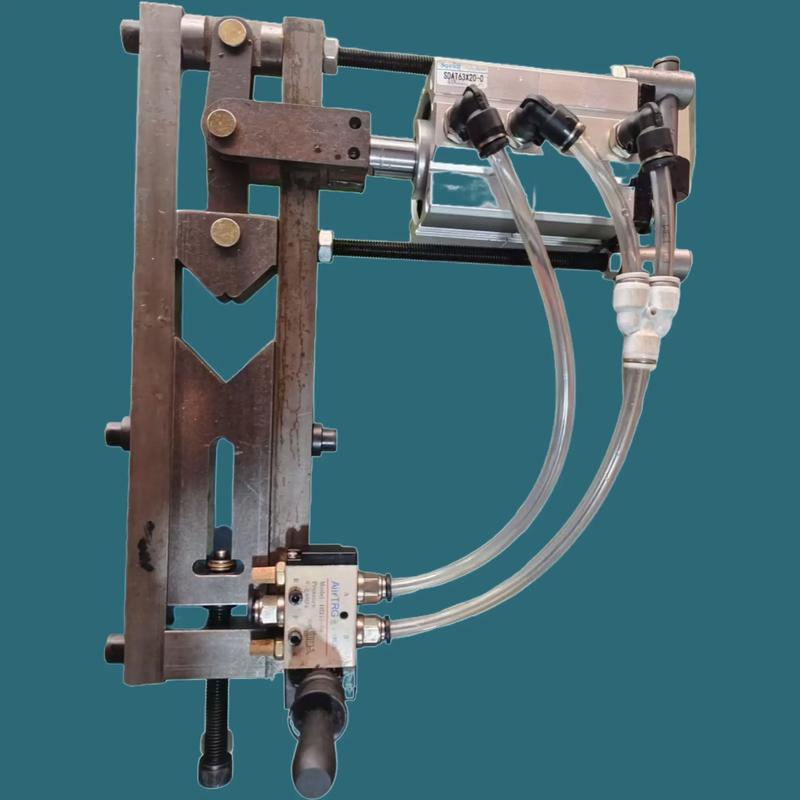 薄壁零件气动浮动夹具安装现场
薄壁零件气动浮动夹具安装现场
定位销和衬套的配合,我们一般采用H7/g6,但说实话,用久了还是会有微动磨损。💡小贴士:定期用蓝丹检查接触率,低于70%就该换了。别心疼这点钱,报废一个零件成本更高。
柔性化:小批量多品种的破局之道
这几年,制造业的订单越来越碎片化。以前一款产品做半年,现在一个月换几种。专用夹具?根本来不及设计制造,而且成本也扛不住。于是,
零点定位系统就成了救命稻草。说穿了,就是一套标准接口,让夹具和托盘能快速换装,重复精度能做到0.002mm以内。惊不惊喜?我去年给一条产线改造,采用气动零点系统,换型时间从40分钟缩短到3分钟。真的是——效果立竿见影。
不过话说回来,零点系统也不是万能的。它要求机床工作台精度足够好,而且夹具本体需要高刚性。如果你用的是老式机床,可能需要先修整一下T槽和基准面。否则,累加误差反而更大。
 生产线零点定位系统快速换装托盘
生产线零点定位系统快速换装托盘
问:“我们厂主要是做非标零件,批量小,形状怪异,用零点系统还合适吗?”
答:“完全可以,但要注意夹具的模块化设计。用基础板+可调支撑+快换爪,组合灵活。比如汽车配件试制,我们经常用
孔系组合夹具,虽然刚性稍差,但适应性强,配合零点底座,换线飞快。关键是要在首件调试时做好跳动检测,别图省事。”
问:“夹具的气压系统老是漏气怎么办?查了好几次找不到点。”
答:“漏气是常见病,尤其是快换接头。用肥皂水检查是最笨但最有效的方法。如果频繁发生,建议换成
锥面密封结构的接头,密封圈材质选用氟橡胶,耐油耐热。还有,气管走线别乱拉,固定好,避免机械臂碰到。我见过一个案例,漏气导致夹紧力不足,零件飞出来了,想想都后怕。”
维护保养:别等坏了才想起来
 维护保养:别等坏了才想起来
维护保养:别等坏了才想起来
夹具是消耗品?其实不是,它是可以长期使用的精密单元。但很多厂子,操作工只管用,坏了才报修。等到那时,精度早就跑了。我们定了一条规矩:
每200个加工循环,必须清扫铁屑、检查夹紧力、校验定位精度。 听起来麻烦?用带传感器的扭矩扳手,5分钟搞定。
定位面的锈蚀也是大敌。尤其在南方潮湿环境,不做防锈,三个月就坑坑洼洼。我们用的是
薄层防锈油,装配前还要涂一层二硫化钼,减少微动磨损。这些小动作,真的能延长寿命一倍以上。
今年是2025年了,数字孪生技术开始在工装设计上应用。我们在设计新夹具时,先用仿真分析夹紧变形和模态,优化了结构,然后出图。这比反复试错强多了。不过,仿真终归是仿真,最终的调试验证,还是得靠老师傅的手感和耳朵——切削音不对,马上就能听出来。
问:“夹具设计仿真到底靠不靠谱?”
答:“靠谱一半。静态分析很准,但动态切削力和热耦合,模型还不完美。我的习惯是:
用仿真排除大错误,用现场试切调整细节。 比如固有频率分析可以避免共振点,但阻尼参数的设定,还是得参考经验。所以,别迷信软件,把它当工具,不是上帝。”
说到底,工装夹具是连接机床和工件的桥梁。我们花大量精力在设备和刀具上,却往往忽视了这个中间环节。对吧?想想看,如果夹具定位错了,刀再锋利,也就是个废件。所以,精细化管理,持续改进,才是正道。
有时候,小小的一个分度销,弹簧力衰退,就能让整条线停摆。在工业4.0喊得震天响的今天,先把这些基础做实——比什么都重要。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:工装夹具:智能制造时代的柔性化与精度博弈 https://www.dachanpin.com/a/tg/55499.html