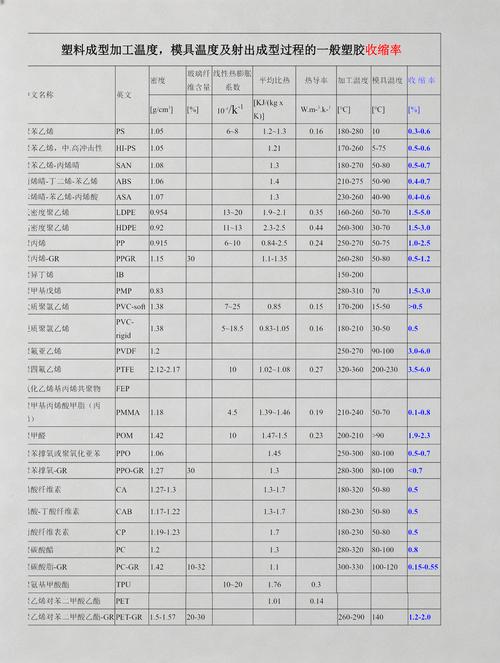
⚡ 选材与收缩率:第一步就埋雷
做模具设计十五年,最怕的不是复杂结构,而是这些看起来微不足道的疏忽。新手最爱问:第一步是什么?不是画图,是选材。别小看塑料牌号,同一类PP,不同供应商给的收缩率能差0.5%。0.5%什么概念?100mm的产品,尺寸差0.5mm,装配缝隙能塞进一张信用卡。一个收缩率取值错了,整批产品报废,老板的脸比模腔还黑。
问:收缩率数据到底信供应商还是信手册?
答:说实话,都别全信。手册给的是理想值,供应商的数据基于特定试模条件。最靠谱——打样实测。开模前,用类似流道系统做个小样,测量实际收缩,再修正。多花两天,省几十万修模费,值不值?💸
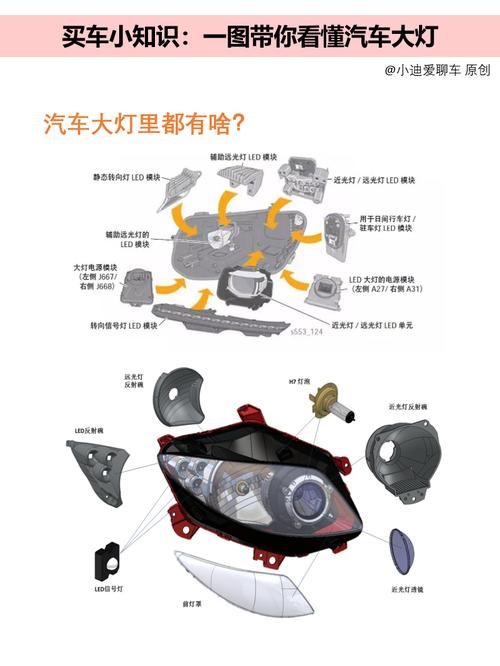
🌀 分型面:灵魂设计线
分型面定错,模具可能直接报废。有次给汽车灯罩设计分型,为了外观,把分型线藏在装配间隙里,结果熔接线刚好撞上,强度直接掉一半。被客户当场骂娘。分型面选择有没有黄金法则?有——能平不拐,能藏不露。尽量平面分模,减少曲面飞边风险;外观面尽量藏分型线。但总有例外。比如透明件,分型线位置要考虑应力集中和光学畸变。这时候仿真软件就是救命稻草。现在Moldflow能模拟熔接痕和困气,别再凭感觉了。
问:分型面如果选错了,已经开了粗框,还有救吗?
答:看情况。烧焊修补,重新加工,成本增加30%,时间拖一周。但如果干涉到关键冷却或滑块,可能真的要报废。所以,做模具设计,分型面评审必须拉上模流分析工程师,一起过。别独自闷头画。
📐 拔模斜度与壁厚:在理想与现实间撕扯
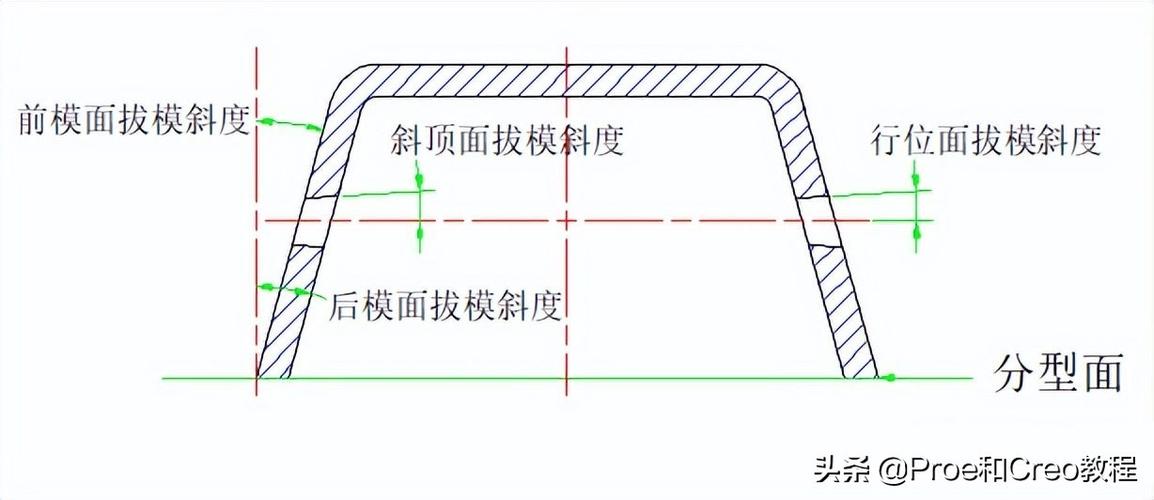
产品设计师总想要零度拔模、超薄壁厚——“这样造型才极致”。极致?开模后顶出时嘎嘣脆,碎了一地。记住,模具设计是妥协的艺术。筋位厚度不超过主壁厚60%,拔模斜度至少0.5°,深腔加到2°。不听?等着烧焊加胶吧。深腔产品脱模斜度不够,除了改结构还有什么招?涂层。现在PVD涂层摩擦系数能做到0.05,堪比润滑。再不行就上液压抽芯、气顶。但成本飙升。所以,劝产品设计师善良。😇
🔥 冷却与变形:看不见的战场

多数人觉得冷却水道就是钻几个孔。错!随形水路听过没?3D打印出的异形水道,贴轮廓走,模温均匀,周期缩短30%。前年给医疗耗材做随形,每年电费省了十几万。算下来,模具设计前期多投入5%,生产省30%,这才是真降本。但随形水路不是所有模具都该上。小批量、简单件的模具,传统钻孔足够。但高端领域——精密光学、医疗器械、车灯——不上随形就是自断后路。而且现在金属3D打印成本降得厉害,我们已经在量产模上普及了。热变形是另一个魔鬼。对称冷却、均衡壁厚、合理浇口,老生常谈,但真正做到的有几个?
问:模温不均导致的变形,能不能靠事后整形校正?
答:可以,但这是下策。矫正治具、后处理,增加工序,一致性还差。从模具设计源头解决问题:随形水路+模内传感器闭环控制。现在工业4.0概念,模具也能装IoT传感器,实时调节。别老停留在十年前。
模具设计越做越怕,怕的是无知者无畏。每次试模听见“咔嗒”一声,心都悬到嗓子眼。经验都是钱堆出来的,希望你看完能少交学费。共勉。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:模具设计避坑实录:从崩溃到精通的实战心法 https://www.dachanpin.com/a/tg/55503.html