去年年底,车间里一批钢结构件紧急返工,就栽在一个不起眼的焊缝上——探伤显示根部未熔合。那几天熬得人头皮发麻,后来揪出原因:焊工为赶进度,电流调大了15安,加上板厚过渡处未预热。你看,焊接工艺就是这么微妙,差之毫厘,焊缝可能就变成定时炸弹。
说实话,很多时候我们迷信参数表,却忽略了实际工况的波动。比如环境湿度超过80%时,焊条烘干就变得格外重要——但有多少现场人员会真的拿着湿度计去测?反正我以前也偷过懒,直到一次低温潮湿天气下立焊出现密集气孔,才长了记性。
参数是死的,人是活的——焊接规范的核心把控
焊接参数不是万能钥匙。我见过把焊接工艺评定报告当圣经的工程师,把电压、电流、速度卡得死死的,可一遇到实际接头错边或间隙不均,就傻眼了。💡 真正管用的,是要理解热输入背后的逻辑。
举个例子,二氧化碳气体保护焊(MAG)短路过渡时,电压稍微波动,飞溅量就暴增。有次焊一个挖掘机大臂,焊工说飞溅大得像放烟花——我过去一看,焊丝干伸长度超过25mm了,导电嘴磨损严重,电压补偿没跟上。调好后,电弧声立刻“沙沙”变顺滑,那种安静真是太治愈了。

焊条电弧焊(SMAW)更考验手感。你在平焊位置练出的运条手法,放到仰焊可能完全不好使。我记得刚入行时练仰焊,焊条角度偏了5度,铁水就往下淌,那种惊慌……后来师傅说,仰焊要压低电弧,利用表面张力托住熔池。所以参数表上写的最佳电流,你得根据位置、层道灵活修正。比如我们焊接管道全位置,根焊电流通常比填充层小10-20%,就是为了控制熔透。
问:碱性焊条和酸性焊条到底该怎么选?现场经常有人搞混。
答:这问题要是弄错,结果就是裂纹或者夹渣。简单说,酸性焊条(如J422)工艺性好,电弧稳、脱渣易,适合一般结构;碱性焊条(如J507)焊缝金属纯净度高、抗裂性好,但必须短弧操作,且焊前需严格烘干。有一次我修一个球磨机筒体,原以为用J422省事,结果焊后敲击消除应力时发现微裂纹,返修改用J507才过关。教训:重要承载结构或刚性大的部位,别图方便,老老实实上碱性焊条。
焊缝缺陷的“罪案现场”——从裂纹说起
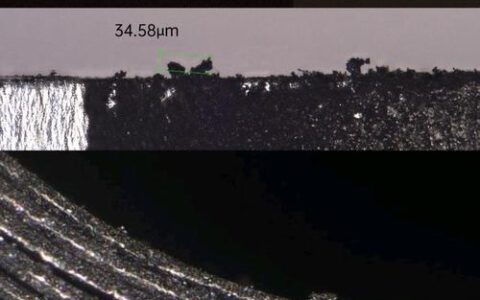
焊接缺陷里,裂纹最让人头疼。冷裂纹、热裂纹、再热裂纹……它们常出现在你意想不到的时候。曾有个项目,厚板Q345B角接,焊完24小时探伤没问题,隔天却发现延迟裂纹——氢惹的祸。焊前预热120℃、焊后保温缓冷,一条没做到,就可能中招。
💡 我的小本本上记着:扩散氢是冷裂纹的元凶之一,低氢焊材、焊条烘干、坡口清洁,这三板斧缺一不可。有次下雨天户外作业,防风棚没搭好,焊条受潮,结果焊缝出现龟裂状氢致裂纹,那种挫败感啊……从那以后,我甚至要求焊工用保温桶取焊条,取一根用一根。

也遇到过焊接参数不当引发的结晶裂纹。焊接不锈钢薄板时,电流大、冷却快,焊缝中心出现纵向热裂纹。后来通过减小电流、调整焊接顺序(分段退焊),让拘束应力降下来,问题才解决。所以,焊接顺序和参数一样重要,别光盯着焊机显示屏。
问:焊角尺寸是不是越大越好?我看有些设计图标的余高很高。
答:这误区太常见了!很多工人觉得焊角越大越结实,实际恰恰相反。过大的焊角会增大收缩应力,反而可能导致层间撕裂或变形。合适的焊角尺寸往往与最薄板厚相关,比如角焊缝设计焊脚为0.7倍板厚就够了。曾有一个支架,焊角搞到15mm,结果端部应力集中,在振动载荷下断裂。力学上,焊趾处过渡半径才是疲劳寿命的关键,要平滑、不能有咬边。我总爱用打磨机把焊趾修出凹度——别小看这个额外动作,疲劳强度能提升30%以上。
新工艺不神秘——激光焊接的实战心得
这几年,激光焊接在汽车、锂电池外壳上用得越来越多。我们引进了一套6kW光纤激光器,刚开始焊接1.5mm不锈钢,总是出现塌陷。检查发现是离焦量调错了——说实话,激光焊接对焦距的敏感度远超传统焊接。正焦时熔深最大,负焦时变宽,我们当时想要宽焊缝却用了正焦,结果就悲剧了。
激光焊的速度快得惊人,但保护气体配置必须跟上。氮气、氩气、氦气,不同的气体对等离子体屏蔽效应差异很大。焊铝合金时,我们试过纯氩气,气孔率老是超标;后来换氩氦混合气,熔池流动性改善,气孔率骤降。这些小细节,不去亲自试错,光看论文是得不到的。

还有激光填丝焊,用于4mm以上板材。送丝角度不能正对熔池,否则反射光会回烧导电嘴,我们为此报废了好多导电嘴。后来把角度偏转15°,并用了带脉冲的送丝控制,才稳定下来。所以,新工艺看着酷炫,里面全是学费堆出来的经验。
无论是老掉牙的焊条电弧,还是光鲜的激光焊,焊接工艺的核心永远是:理解热源、控制熔化、应对变形。参数表只是起点,真正的功夫在手上、在观察中。有时候我甚至觉得,焊接过程中看到熔池的形态、听到电弧的声音,那种直接反馈,比任何仿真软件都真实。当你把书本上的道理,变成身体的本能反应,也许才算真正入门。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:焊接工艺实战手记:我踩过的坑与那些恍然大悟的时刻 https://www.dachanpin.com/a/tg/55518.html