一、电镀不是泡澡,是搞化学反应
刚入行那会儿,带我的师傅说过一句话:电镀是科学,不是玄学。但有时候你照着参数调,镀出来的活儿还是跟鬼一样。比如镀锌,看起来最简单是吧?锌层厚度、钝化颜色,哪个环节掉链子都不行。特别碰到铸件,气孔里藏着油,镀完起泡,简直想砸了挂具。

所以说,前处理比电镀本身重要一百倍。除油不彻底?后面全废。我见过最夸张的,碱性除油粉用了一年没换,槽液跟面汤似的,镀出来能好吗?
二、镀硬铬的痛,只有干过的人才懂
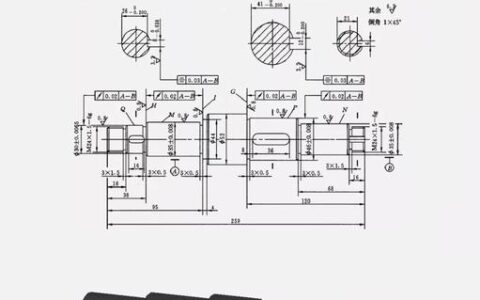
镀硬铬利润高,但工艺是真难伺候。电流密度、温度、阳极面积,差一点就烧焦或者起皮。有次给液压杆镀铬,客户要求厚度50微米,槽液温度低了2度,沉积速度直接掉一半。我盯着整流器发愣——到底信哪个?温度探头准吗?后来学乖了,每天开工前先用标准溶液校准,别省这步。
还有啊,铅锡阳极没用对,三价铬蹭蹭涨,整个槽废掉。你说心疼不?一套槽液十几万呢。❗所以新手切记:分析化验不能懒,一周至少测一次Cr3+,别等出毛病再补救。
三、电镀环保:被抓一次罚到肉疼

环保这几年越查越严,原来敞开式镀槽,现在全得加盖抽风。前几天隔壁厂被查到含铬废水偷排,老板直接进去蹲了。说实话,用离子交换树脂处理漂洗水,设备不便宜,但算算罚款账——划算太多。
💡 现在流行零排放电镀线,逆流漂洗加蒸发结晶,水全部回用,污泥减量。虽然一次性投入大,可长期看,省下排污费不说,还不用整天担心环保局上门。四、经常碰到客户问的问题
问:镀锌件为什么白锈那么快?
答:钝化膜太薄或者没干透就包装。特别是三价铬钝化,耐蚀性本来就比六价铬弱一丢丢,但环保啊。✅建议钝化后用热水烫一下,50~60℃,然后彻底吹干。别省这点电费,否则客户收到货三天起白斑,退回来哭都来不及。
问:塑料上能不能电镀?
答:能,但要化学镀打底。ABS塑料先粗化、敏化、活化,一层化学镍或者化学铜搞上去,再上电镀铜镍铬。工艺流程巨长,每步之间漂洗不到位,镀层结合力准完蛋。我接过一个汽车LOGO单,折腾了半个月,良率才从30%爬到80%。
五、未来电镀怎么走?
自动化、智能化。现在人工贵,挂具上下都用机械手了。我参观过一家厂,MES系统直接连整流器,扫码就调用工艺参数,出错自动报警。不过,别太迷信机器,参数设错了,机器可不会替你挨骂……最后背锅的还不是咱们搞技术的。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:电镀老司机踩过的那些坑:从入门到跳过坑,就是高手 https://www.dachanpin.com/a/tg/55538.html