上周去汽配厂,老李拉着我大吐苦水——单件流搞了半年,产值比批量生产还低15%。他拍着产线那堆半成品,脸胀得通红。我瞅了眼流转箱,立马明白了。说实话,能踩的坑他一个没落下。

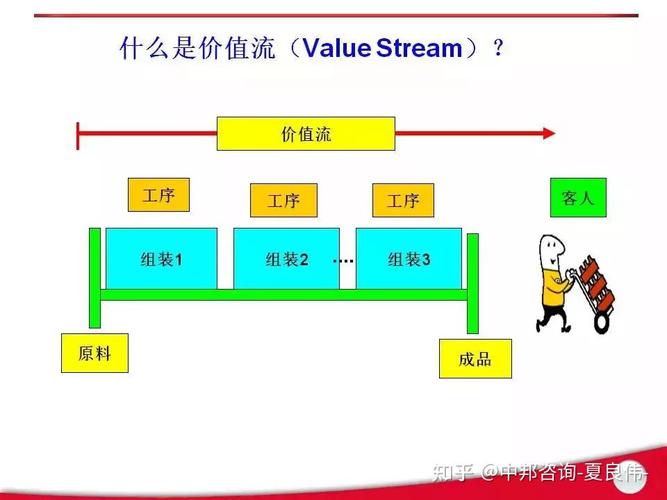
不是单件流不行。是绝大多数人理解歪了——以为把物料摆成一条线,一个做完放行一个,就叫单件流。荒唐! 这顶多叫“强制排队”,跟真正的流动风马牛不相及。真正的单件流,灵魂在“流”,不在“单”。流动不起来,就是堆、就是等、就是成本。
💡 瓶颈不在机器,在脑子
很多车间一上单件流,就急着买自动化。机械手、传送带、AGV……钱花到位了,效果没到位。为啥?工序平衡没做透。我见过一条电机装配线,定子绕线要90秒,整机测试才20秒,中间硬生生用传送带缓存——这不叫单件流,这叫移动的库存。单件流要求每一站节拍接近,差异不能超过10%,否则断流。但人往往选择性忽视。因为平衡节拍太磨人,远不如买设备来得痛快。对吧?设备商最喜欢你这种客户了。
问:那到底怎么平衡节拍?是不是必须上自动化?
答:自动化是结果,不是手段。先把作业拆到最小单元,掐表测时间——注意,是作业时间,不是节拍时间。然后合并、拆分、重组,让人和机器都别闲着。有些工序拆分后,靠简单滑槽代替机械手,成本降了90%!当然,如果差异实在太大,就得考虑设置“进度控制点”,少量在制品缓冲,但必须严格定量。可别又走回老路,堆成一锅粥。
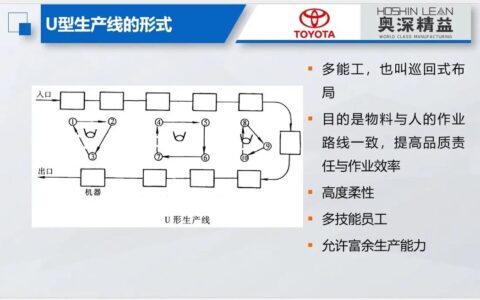
❗ 柔性?别被概念忽悠了
咨询顾问总爱说“单件流能快速切换,应对多品种”。理论上没错。但你工厂真准备好了吗?换模时间从2小时压到10分钟,不是靠嘴皮子。我见过一家电子厂,信誓旦旦搞单件流混线生产,结果换线时间占了有效工时的30%,工人怨声载道。因为他们的模具设计、快换夹具、物料配送根本跟不上。单件流的柔性是“修炼”出来的,不是“宣布”出来的。没有快速换模(SMED)和内建质量,单件流就是灾难——刚做完A产品,换B产品时发现设备调试要半天,然后A的物料还在线上,乱七八糟。
问:小批量多品种,到底适不适合单件流?
答:适合。但前提是,你得把换型当成核心流程来优化。我们曾帮一家阀门厂做改进,把换型作业分成内、外转换,提前备好模具和量具,换型时间缩短了80%。然后才敢跑单件流。没有这个基础,劝你老老实实先用单元生产过渡,别硬上。单元生产是单件流的堂兄弟,容忍度更高。
🔧 员工抵触?那是你没给甜头

单件流一搞,操作工立马发现“舒服日子”没了。以前批量干,可以攒一堆再磨洋工;现在一件跟一件,节奏逼得紧。再加上很多工厂搞单件流,嘴上说赋能,实际把人当机器使——节拍一设定,你就得跟陀螺似的转。这能不抵触?我见过最极端的例子,工人故意放慢,搞得整条线停摆。所以激励必须变。计件工资那套得扔,改成团队绩效,加上技能津贴。让他们觉着,单件流能多挣钱、少加班,才有戏。否则,再好的设计也落不了地。
好啦,太多故事可以讲。单件流不是秘方,是一套系统工程。你看到产线像小溪一样流淌,背后是精确到秒的测算、无数次的换型演练、和死磕到底的改善。没有捷径。下次去车间,别只看表面流动,蹲下来盯半小时,瓶颈自己会说话。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:单件流:别再让在制品堆成山了,聊聊那些没人明说的坑 https://www.dachanpin.com/a/tg/55650.html