说实话,搞机械的谁没在铣削上栽过跟头?尤其是高速铣削——刚入行那阵子,我迷信转速,觉得越快越牛,结果崩刃、振纹、工件报废,一样没落下。现在回想起来,都是学费。
高速铣削不是简单的“快”。它是一整套逻辑,涉及机床、刀具、编程、装夹,甚至冷却。缺一环都不行。但一旦跑顺了,效率翻倍、表面质量飞升,那感觉——爽。
 高速铣削加工中心切削场景
高速铣削加工中心切削场景
高速铣削的核心:不是转速,是平衡
很多人上来就问:“我这机床主轴20000转,能高速铣吧?”我通常反问一句:你刀柄动平衡做没?转速高不等于高速铣削。
真正的考查指标是切削速度,也就是线速度。钛合金可能200米/分就算高速,铝合金轻松破1500米/分。材料特性决定一切。再牛的主轴,刀柄不平衡,上到10000转就开始抖,你敢用?
还有切宽切深。高速铣削讲究
小切宽、快进给,靠高转速和高进给把热量带到切屑里,而不是工件和刀具上。所以参数搭配特别拧巴:转速上去了,每齿进给量不能掉下来,否则刀具就在那儿摩擦生热,没几刀就烧了。我吃过这个亏:为了光洁度,减了进给,结果刀尖积屑瘤,表面反倒拉毛。气死人。
说到热,冷却也是个坑。传统浇冷却液反而容易造成热冲击,涂层硬质合金刀片崩得更快。现在流行
微量润滑(MQL),甚至干切。干切时,压缩空气吹走切屑就行。但注意了,不是所有材料都适合干切,不锈钢、高温合金就难伺候。我试过干切316L,刀片寿命直接腰斩。老老实实上冷却液吧,还得是高压内冷。
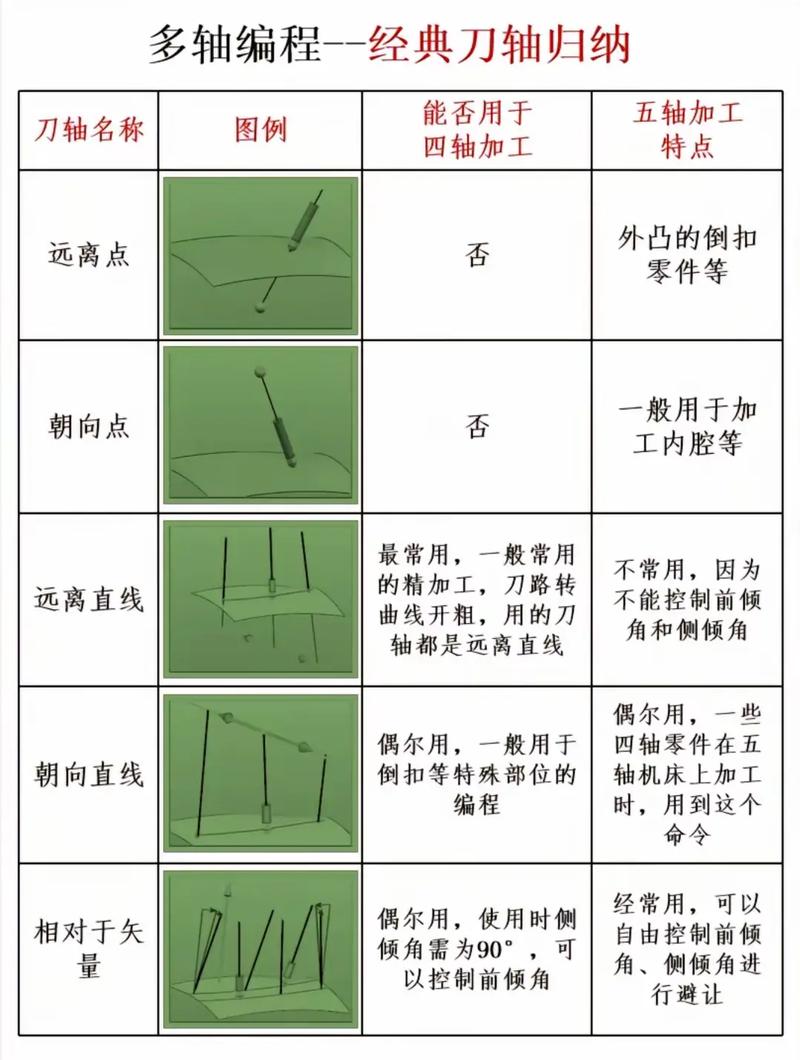 五轴数控铣床刀具路径规划图
五轴数控铣床刀具路径规划图
刀具与策略:差之毫厘,谬以千里
 刀具与策略:差之毫厘,谬以千里
刀具与策略:差之毫厘,谬以千里
刀具涂层这块,
TiAlN、AlCrN这些名字你可能听烂了,但你真的选对了吗?高速加工要的是耐高温、抗氧化的涂层。有一回我加工模具钢,贪便宜用了普通TiN涂层的刀,结果没到50米就发蓝——涂层氧化烧坏。换AlCrN之后,寿命翻了三倍。还有圆角铣刀,得选用合适的
圆角半径,太大了震动厉害,太小了尖点失效。这都是细节。
编程策略也关键。
摆线铣削听过没?就是让刀具沿着螺旋线切入,避免全宽满刀。尤其开槽的时候,满刀切削等于让刀具整圈吃料,扭矩瞬间顶满,主轴不报警才怪。用摆线,切触角度稳定,负载平稳,转速和进给才能拉上去。CAM软件里点的几个按钮,实操下来能省几倍时间。不过话又说回来,遇到尖角、突然变向,软件优化的刀路不够平滑,一样振动。这时候得手动修一下进给率,在转角处
减速。全是经验。
顺铣和逆铣的选择,高速时基本默认
顺铣。原因?顺铣切屑由厚变薄,切削力压向工件,减少了窜动和振动。但前提是机床间隙小,丝杠没回差。老旧设备一顺铣就扎刀,哐当一声,心疼死。所以得先确认你那台“老伙计”能否扛得住。我见过用十几年前的三轴机硬上高速铣,Z轴掉刀,直接废了一块模板。老板脸都绿了。
实战QA:那些老师傅都不一定说的秘密
 实战QA:那些老师傅都不一定说的秘密
实战QA:那些老师傅都不一定说的秘密
问:高速铣削时刀具总崩刃,怎么破?
答:崩刃无非几种原因——
冲击、热裂、磨损积累。先查冷却:是否充分?干切时注意切屑堆积,二次切削会崩。再查切削参数:如果每齿进给量太小,刀具在工件表面摩擦硬化层,然后下一刀就冲击硬化层,刀刃容易小片剥落。试试把每齿进给量提高到0.05 mm/z以上,让刀刃真正“啃”进去。还有,动态摆线是不是用了?减小切入角能大大缓解冲击。刀柄也很关键:热缩刀柄或液压刀柄的夹紧力比侧固式高,径向跳动小,高速下稳定性不是一个级别的。
问:加工薄壁件时,振纹搞不定,怎么调整铣削策略?
答:振纹是高速铣削的天敌。薄壁件得用
“以柔克刚”的思路。首先,刀具要选小直径、多刃,且切削力小的几何角度——比如大前角。其次,
分层加工,深度递减:最后留0.1~0.2 mm精光,用非对称进给方式避开共振点。你可以在CAM里试试“往复摆线”或者“分段铣削”,让切削力脉动频率避开工件固有频率。实在不行,填充物:蜡或低熔点合金灌进空腔,增加阻尼。我干过一活,直接塞橡皮泥,效果居然出奇好。别笑,有用就行。
问:高速切削不锈钢时,积屑瘤严重,有什么高招?
答:不锈钢粘,尤其304、316。
涂层用硬度高、摩擦系数低的,如AlCrN或类金刚石涂层(DLC)。还可以选用带内冷的刀具,从刀尖内部冲走热量和切屑。实在不行,用微量润滑配合极压添加剂,效果立竿见影。我习惯用铣刀侧面精光,保持充足的切屑厚度,别让刀尖停留在一个位置太久,快速掠过,积屑瘤就来不及形成。
不光是技术,更是心态
 不光是技术,更是心态
不光是技术,更是心态
高速铣削玩得转,得从“差不多”思维里跳出来。刀具悬伸长度多10毫米,动态刚性差多少?有没有用
有限元分析算过装夹变形?这些都不是玄学。有一次,我觉得振刀是因为主轴不好,花大钱维修,结果换了个刀套就解决了。你说气不气。
最后吐个槽:现在有些人张口闭口“工业4.0”,连基础参数都没搞清。高速铣削,说到底还是物理层的事。吃得了苦,沉得下心,才能玩出花来。不然,就等着听那刺耳的振刀声吧——够你烦的。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:高速铣削加工:真的越快越好吗? https://www.dachanpin.com/a/tg/56161.html