很多工厂管理者——甚至是精益推行者——都有这样一种迷思:把每个工序的效率都提到极限,整体效率不就上去了?错得离谱。我见过一个做汽车零部件的车间,他们把每台CNC的利用率干到98%以上,结果呢?在制品堆成山,交付一塌糊涂。后来用上TOC的思维,才恍然大悟。
约束理论不是新概念,但大多数人根本没搞懂
Goldratt博士在1984年提出《目标》这本书时,核心想法其实简单到残忍:任何系统都有一个瓶颈。就是你抓住那一个点,使劲搞,系统产出就上去了。其他地方,哪怕闲着都不要紧。这简直反直觉!不过话说回来,我们被局部效率洗脑太久了。
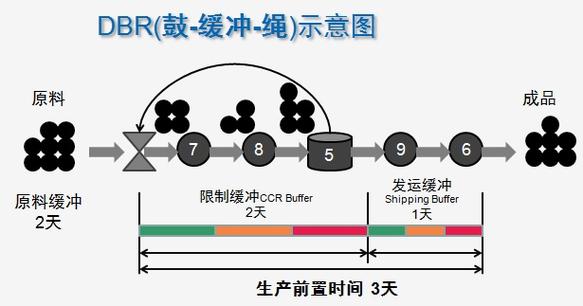
约束理论(TOC)里最经典的工具就是鼓-缓冲-绳(Drum-Buffer-Rope)。鼓就是瓶颈工序的节奏。绳子是信息传递——告诉上游,喂料别太快,按瓶颈的节拍来。缓冲就是保护瓶颈的库存,别让瓶颈饿着。这跟传统的推式生产完全反着来。你想想,是不是很多MRP系统就是傻乎乎地往前推,然后瓶颈前堆成山?
五步法:从救火到系统思考
说起TOC的五个聚焦步骤,每一个都朴实无华,但连起来威力巨大。
- 识别瓶颈:说白了,找哪个地方最堵。别猜,去车间看,哪里在制品堆得最多就是它。
- 挖尽瓶颈:别急着投钱!先把瓶颈的浪费拿掉。比如瓶颈设备吃饭停机?换人顶。瓶颈做非增值动作?分离出来。这一步往往能提升20%以上,不花一分钱。
- 非瓶颈服从瓶颈:也就是“迁就”。所有其他资源都围绕瓶颈节奏转。注意,是服从,不是配合。这意味着非瓶颈可能得故意停机等待——对,就是等你!这会让很多车间主任血压升高,但必须这么做。
- 提升瓶颈:如果前三步挖尽了,产出还不够,那就投资!加设备、加人、改工艺。
- 回到第一步,别让惰性成为约束:⚠️警告——瓶颈突破了,新的瓶颈就出现,千万别停,持续改进。
我经历过一个案例:某个齿轮加工车间,磨齿机一直是瓶颈,大家把磨齿机伺候得跟爷一样,OEE提高到95%,订单准时交付率还是只有70%。后来我们顺着TOC逻辑往下查,发现热处理之后变形大,磨齿余量忽大忽小,导致磨齿工时波动剧烈,缓冲设置不靠谱。真正的约束其实是热处理能力的稳定性!不是磨齿。这发现让整个团队哑口无言。所以,识别约束绝对是个技术活,不是你以为的就是你以为的。
Q&A:车间最头疼的问题
问:我们车间满负荷生产,产出却不稳定,TOC能帮忙吗?
答:典型的非瓶颈太努力了。你去看,是不是瓶颈前堆满,瓶颈后的工序也堆满,但瓶颈自己不时停下来等料?或者瓶颈产出的东西,后道消化不了?TOC强调排产围绕鼓点,必须建立时间缓冲,也就是让瓶颈前的物料提前一段时间到达,避免瓶颈挨饿。我们通常建议缓冲时间设在瓶颈节拍时间的1.5倍左右,再根据波动调整。试试看,你会发现产出的平稳性大幅提升。
问:我们产品特别多,几百种,瓶颈看起来每天都变,怎么办?
答:这种“浮游瓶颈”确实头疼。但TOC给出了虚拟瓶颈的思路——人为设定一个最稳当的约束点,比如某个关键的装配工位,然后把所有产品都按这个节奏来排。有时候,制造一个稳定的约束,比追着真实瓶颈跑更有效。当然也需要结合S-DBR(简化的鼓缓冲绳)方法,用缓冲管理软件实时监控。现在很多MES系统支持这个。
智能制造时代,TOC过时了吗?
哼,恰恰相反!数字孪生、大数据分析,让识别瓶颈变得前所未有的快。以前我们靠经验、靠走路观察,现在可以用实时数据抓取——每个工位的产出、在制品数量、加工时间波动,直接生成瓶颈热力图。比如,某家电子代工厂用IoT传感器采集了所有设备数据,用TOC引擎动态调整排程,在半年内产能提升了18%,无需新增设备。
但技术再先进,思维转变才是核心。我看到很多工厂上了昂贵的APS系统,却还是基于资源利用率最大化排产,结果瓶颈识别出来,算法却非要填满非瓶颈,导致整体产出下降。说到底,TOC是一种哲学——产销率(Throughput)优先,库存和运营费用靠后。如果你还在死磕局部效率,再牛的数字化工具也救不了你。
最后一点个人偏见
说实话,TOC在国内被低估了。大家热衷搞丰田套路,却忘了Goldratt这条鲶鱼。❗ 强烈建议每个工业工程师、厂长,至少读一遍《目标》,然后去车间走两步。你会发现,之前绞尽脑汁要解决的问题,可能根本就不是问题。而那个真正的约束,一直在那里,等着你看见它。
✅ 下次当你又要下令“所有人加班赶工”的时候,停下来问一句:瓶颈是谁?它在忙吗?也许一半的加班都是无效的自我感动。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:约束理论(TOC):别再平均主义了,找到你的瓶颈! https://www.dachanpin.com/a/tg/55658.html