一、正交表不是田口方法的全部——甚至不是核心
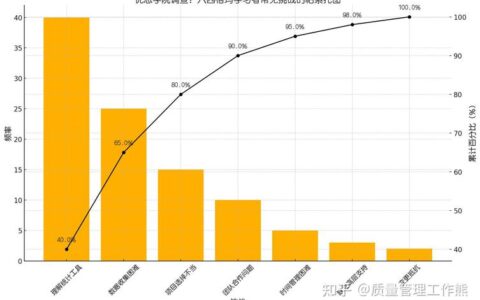
很多人一提到田口方法,就想到正交表。好像排个L9(3^4)就算完事了。错得离谱。田口玄一博士当年提出稳健性设计,核心思想是:让产品性能对噪音不敏感。正统表只是工具,用来高效安排实验。但如果没有理解参数设计的逻辑,正交表就是个花架子。我见过有人用正交表做了几十组实验,最后选了最优组合——结果一到批量生产,废品率反而飙升。为什么?因为忽略了交互作用!田口方法强调用信噪比(S/N比)来衡量稳健性,而不是单纯追求均值最大。这就是坑之一。💡
信噪比计算,听起来简单吧?但很多工程师照着公式算,结果却莫名其妙。比如望小特性、望大特性、望目特性各有不同公式。用错了,结论全错。❗ 有一次,一个做轴承的团队,用望目特性去优化圆度,折腾了两个月,发现S/N比越来越高,但实际圆度却更差。后来发现,他们应该用 “零望小”特性的信噪比才对。你看,一个公式选错,全盘皆输。
二、S/N比到底怎么选?——一个被问烂了但总有人犯错的问题

问:望小特性、望大特性、望目特性,到底什么时候用哪种?有没有简单判断方法?
答:简单?不存在的。但可以这么记:如果目标值是零,且越小越好,比如磨损量、噪音,用望小特性。如果目标值是越大越好,比如强度、寿命,用望大特性。如果目标值是一个确定的数,比如尺寸公差中心,用望目特性。不过,望目特性里又分一阶和二阶…… 打住,再说就复杂了。关键是,你得先搞清楚你的质量特性是什么类型。很多人在这一步就糊涂。💡 另外,有些软件会自动选,但别太信软件,自己得懂原理。✅
还有个常见的坑:动态特性。比如汽车转向系统的响应,输入是方向盘转角,输出是横摆角速度。这种时候,用静态S/N比就不合适了,得用灵敏度和线性度来衡量。田口方法在这类系统上特别有用,但前提是——你得真懂。否则,实验报告再漂亮也是废纸。
三、田口方法在今天的工厂里,到底还有没有用?
有人说现在都是AI、数字孪生了,田口那套过时了。我噗嗤一笑。上个月,一家半导体设备商找我,他们用田口方法结合仿真软件,三天内完成了原本需要几个月的工艺参数优化。怎么做的?先用计算机实验设计(DOE)生成大量数据,然后用田口的信噪比分析,快速锁定稳健参数。最后用少量实际实验验证,成本降了70%。❗ 这说明什么?工具是死的,人是活的。田口方法的思想,说白了就是“花最小的代价,让产品最抗揍”,这永远不会过时。
问:我们公司不做产品开发,只做代工,过程控制用SPC就够了,田口方法还有用吗?
答:绝对有用!你以为过程控制就不需要参数设计?错。比如注塑成型,温度、压力、时间这些参数,用田口方法优化后,过程能力指数(Cpk)能提升一大截。我辅导过一家连接器厂,就是用田口方法优化了电镀工艺参数,不良率从1200 ppm降到50 ppm以下。他们的质量经理后来说:“以前觉得田口方法太理论,现在真香。” 所以,别给自己设限。只要涉及多因素优化,田口方法就是个利器。
四、几点实战忠告(全是泪换来的)
1. 实验前先做定性筛选:别一上来就用正交表。用因果图、FMEA,把关键因子筛出来,否则因素太多,你会崩溃。
2. 重复实验必须有:田口方法强调噪声因素,所以同一组参数要重复几次,不然信噪比毫无意义。
3. 别迷信P值:有些人做正交分析,看ANOVA表,P<0.05就欢呼。但田口看的是效果和稳健性,P值仅供参考。我见过P值不显著,但实际改善效果巨大的案例。
4. 软件是拐杖,不是大脑:Minitab、JMP一键出结果,但背后的统计意义、工程意义,必须自己想清楚。❗
5. 动态特性要多练:这是田口方法的高级应用,但一旦掌握,价值巨大。
最后说句扎心的话:田口方法,用好了是神器,用不好是累赘。关键不在方法,而在用方法的人。如果你愿意花点时间理解背后的思维,而不是只点击软件按钮,我相信你会回来感谢我的。好了,车间电话来了,今天就聊到这。✅
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:田口方法:为什么你总是用不对?——来自车间一线的真实观察 https://www.dachanpin.com/a/tg/55697.html