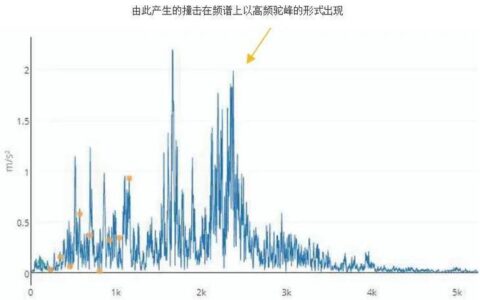
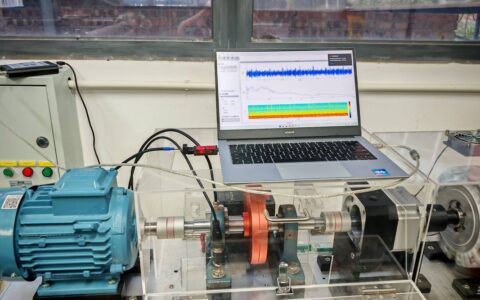
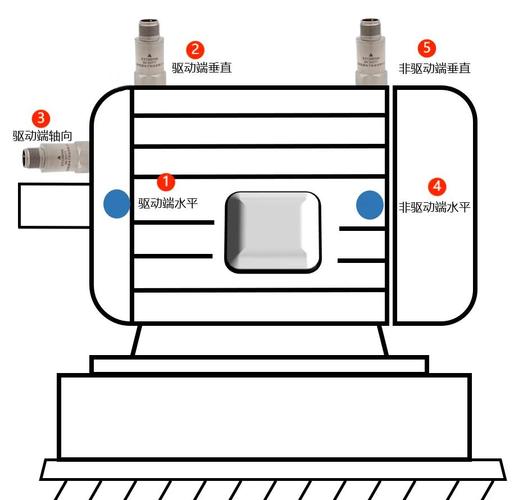
振动是设备的“母语”,但你会听吗?
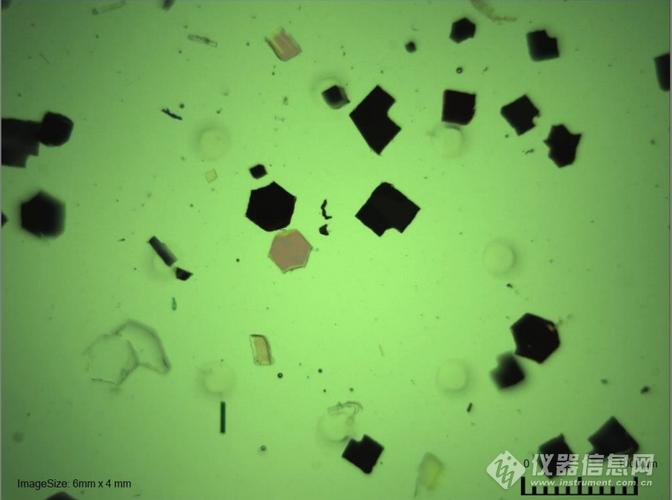
油液分析:黑乎乎的润滑里藏着什么?
别让预警变“狼来了”
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:状态监测(CMS)的“听诊器”与“心电图”——预测性维护实战录 https://www.dachanpin.com/a/tg/55849.html
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:状态监测(CMS)的“听诊器”与“心电图”——预测性维护实战录 https://www.dachanpin.com/a/tg/55849.html
对于许多制造型与零售型企业而言,供应链如同一条看不见的纽带,串联起原材料采购、生产加工、仓储运输到终端交付的每一个环节。这条纽带的顺畅与否,直接决定着企业的成本控制能力、客户满意度乃至市场竞争力。不少企业曾面临这样的困境:仓库里堆积着滞销的原材料,生产线却因关键部件短缺频繁停工;物流车辆在运输途中遭遇调度混乱,导致终端门店商品断货与积压同时出现;采购部门与供…
清晨的阳光透过窗帘缝隙,轻轻落在枕边,我们翻个身睁开眼,下意识地深吸一口气 —— 这样寻常到几乎被忽略的瞬间,其实是健康最温柔的馈赠。很多时候,我们总在追逐远方的风景,总在为了名为 “更好” 的生活奔波,却忘了身体这座小小的城池,才是承载所有期待的基石。它像一位沉默的守护者,在我们熬夜赶方案时悄悄调节代谢,在我们暴饮暴食后默默修复肠胃,在我们奔跑追逐时稳稳支…
当电竞选手在赛场之上专注操控角色,当观众为每一次精准操作欢呼,当赛事直播画面传递到全球各地,游戏电竞早已脱离 “娱乐消遣” 的单一标签,成为具备完整体系、专业标准与竞技精神的正规领域。这种以电子设备为载体、以策略与反应为核心的竞技形式,不仅考验选手的个人能力,更依赖团队协作、战术布局与心理抗压能力,其严肃性与专业性,正被越来越多人认可。 电竞领域的职业选手,…
冬日的清晨,老周裹紧棉衣站在小区楼下的早餐车旁,看着蒸笼里冒出的白气渐渐消散在冷空气中。他接过摊主递来的热豆浆,指尖触到杯壁的暖意时,忽然想起昨天电视里说的新事物 —— 氢能。那时他还笑着跟老伴说,这些听起来高深的技术离咱们太远,可此刻咬下一口热乎的包子,却没意识到,这份寻常的温暖里,正藏着氢能悄然靠近的身影。 城市的动脉在晨光中逐渐苏醒,公交车沿着熟悉的路…
第一次碰DDC,是在2008年那个闷热的夏天。机房空调坏了,整个控制系统全靠几个继电器硬扛。老板拍桌子:上DDC!说实话,那时候我连DDC全称都拼不全。 直接数字控制,Digital Direct Control,这玩意儿说白了就是把模拟量的PID运算数字化,再把开关量逻辑揉进一块板子。听起来挺简单,对吧?可你真上手试试… 一堆坑等着你。 DDC不是“高级P…