其实电镀的原理,就是初中化学的电解池。阳极金属溶解,阴极工件沉积,再加上直流电——三个要素,缺一不可。但真正到了产线,成分控制、温度、pH、添加剂……变量多到让人崩溃。别看很多厂搞了自动化,挂具一挂,程序一按,出来的东西照样麻点、起泡、结合力差。
说到底,电镀是门手艺活,光有设备不行。 去年帮一家初创公司调试化学镍线,他们买了德国进口的整流器,结果镀出来镍层发暗。最后发现,是前处理酸洗后水洗不彻底,残留的酸根毁了镀液。你说,这跟设备有多大关系?
电镀工艺的“灵魂”:镀液与添加剂的平衡
很多人以为,镀液就是简单的金属盐溶液。错!以最普通的酸性镀铜为例,硫酸铜、硫酸、氯离子,还有至少三种以上的光亮剂、整平剂。少了氯离子,光泽出不来;多了,镀层立刻变脆。记得刚入行时,师傅让我用霍尔槽打片,每半小时校验一次添加剂浓度,那简直是噩梦——现在有了自动补加系统,可中小企业有几个舍得投入?电流密度,又是一个被普遍忽视的变量。 挂镀时,工件凸出部位电流密度高,容易烧焦;凹陷部位电流密度低,镀层偏薄。很多设计人员画图不考虑挂点,把孔放在死角,最后扯皮说电镀不行。其实用辅助阳极、仿形阳极就能改善,但……“成本高啊,老板不批”这句话,我听过太多次了。 ❗

挂镀 vs. 滚镀:老生常谈,但选错真要命
选挂镀还是滚镀?这问题看似基础,实际踩坑的厂一大堆。之前有个客户,做M8螺栓,本来用滚镀锌省钱省力,后来接了个汽车件订单,要求盐雾测试120小时无白锈。滚镀的镀层均匀性根本达不到,螺栓螺纹堆积、头部偏薄,一测就露馅。改成挂镀,成本翻倍,交期拉长,对方采购脸都绿了。 💡现在有些新玩法,比如倾斜式滚镀、喷射流滚镀,能提高均镀能力,但说到底,品种单一、量大从优的零件,滚镀还是王者;异形、高要求的,乖乖挂镀。 别信那些“全能镀槽”的忽悠,我见过一家厂,硬是上了一套复合式生产线,结果两种工艺互相干扰,镀液交叉污染,最后拆了重建。
不过话说回来,滚镀里有个门道——滚筒转速。太快了,工件磨损严重,镀层擦伤;太慢了,厚度不均,甚至有“死区”。有次给一家卫浴厂做工艺改善,他们镀铜-镍-铬三层,滚筒转速从8转/分提到12转/分,次品率立刻降了5%,你说神奇不神奇?可当初调试时,操作工嫌吵,私自降速,唉,这人为因素……

环保一票否决,电镀废水处理不能儿戏
重金属废水处理,絮凝沉淀是主流,但源头减量才是正道。 我见过最极端的一个案例,一家线路板厂,把微蚀刻液在线循环,铜回收率90%以上,废水处理成本砍了一半。当然这需要投入膜分离系统,不是谁都玩得转。但最起码,逆流漂洗、空气搅拌蒸发这些基本操作,能做到吧?偏偏很多厂为了省水,最后水洗不净,镀层出问题,得不偿失。 ✅
问:电镀层结合力不好,一弯折就起皮,是哪个环节出问题?
答:起皮,十有八九是前处理没搞干净。除油不彻底、酸洗过度造成氢脆、活化液失效,都有可能导致。去年处理过一个镀黑锌起皮的案例,我们排查了所有工序,最后发现是酸洗后存放过久,表面钝化膜重新生成,一进镀槽就打底不牢。后来加了预浸步骤,问题立马解决。教训就是:千万别觉得前处理可有可无,它占质量影响因子的40%以上。
问:电镀锌和热镀锌,到底哪种防锈效果更好?
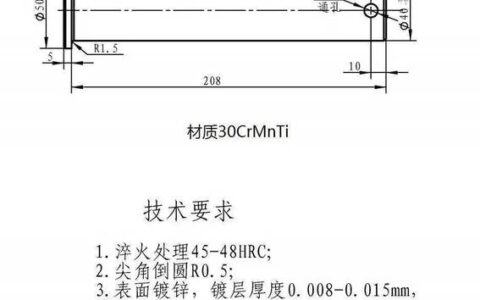
答:这取决于应用场景。热镀锌层厚(一般50μm以上),耐户外腐蚀,适合钢结构;电镀锌层薄而均匀,装饰性好,内饰件和电子件用得多。但有个误区:很多人以为电镀锌加钝化就能扛盐雾几百小时,实际上是牺牲阳极保护,镀层一旦破损,基体锈蚀比热镀锌快得多。我们给风电螺栓做试验,同样30μm厚度,热镀锌耐中性盐雾是电镀锌的三倍。可别拿电镀锌去彪悍户外,那是跟自己过不去。
智能化改造,不是买几个机器人就行

不过有一点,仿真软件确实值得搞。 现在ANSYS、COMSOL能模拟镀层厚度分布,设计师在电脑上就能优化挂具、屏蔽板结构,省掉多少试错成本!上个月帮一个做挂镀锌压铸件的客户做仿真,只改了辅助阴极的尺寸,省了20%的阳极材料,一年下来十来万。他们技术总监激动得差点请我吃一个礼拜的饭…… ❗
问:镀层出现麻点,密密麻麻像针孔,怎么解决?
答:麻点主要来自析氢气泡黏附在工件表面,阻碍了金属沉积。调整润湿剂能降低表面张力,让气泡尽快脱离;另外镀液要连续过滤,除掉微小颗粒,因为这些颗粒也会成为气泡核心。还有一招是加超声波振动,但可能会影响结合力,要慎用。我们曾在一款卫浴件的镀镍工序中,把镀液搅拌从空气搅拌改为机械+阴极移动,麻点率直接从8%降到0.5%以下,非常划算。空气搅拌虽然简单,但带入氧气会加剧氧化,有时好心办坏事。
最后想说,电镀这行,经验重要,持续学习更重要。 新工艺、新添加剂、新环保法规,年年都在变。以前铬钝化用六价铬,现在全要三价铬钝化,色彩控制难度上了一个台阶。但没办法,客户要的耐蚀性越来越高,汽车件动辄五六百小时盐雾,不用心搞,订单就丢。那天在展会上看到一种石墨烯封闭剂,据称能大幅提升镀层寿命,我先拿样品试试,回头跟大家分享结果。有同行看到,可以一起聊聊——反正微信群里也不差我一个吐槽的,哈哈。 😅 其实说到底,电镀的魅力就在于这种细微之处的较量。一槽不稳定的镀液,可能毁掉成百上千个零件;一次用心的调整,又能让整个产线起死回生。各位搞制造的兄弟姐妹,且镀且珍惜吧。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:电镀工艺深度解析:从挂镀到滚镀,工程师踩坑实录 https://www.dachanpin.com/a/tg/57144.html