初见超声波加工:打击乐?
说实话,我第一次在车间看到超声波加工设备时,脑袋里蹦出的第一个词是——打击乐。工具头以20千赫兹的频率高频敲击,混合着磨料悬浮液,发出刺耳锐鸣。操作老师傅淡定地说:“习惯就好。” 我花了整整半天才习惯。不过,当你看到一块烧结碳化硅在这种“噪音”中逐渐成型,那种震撼,真的!
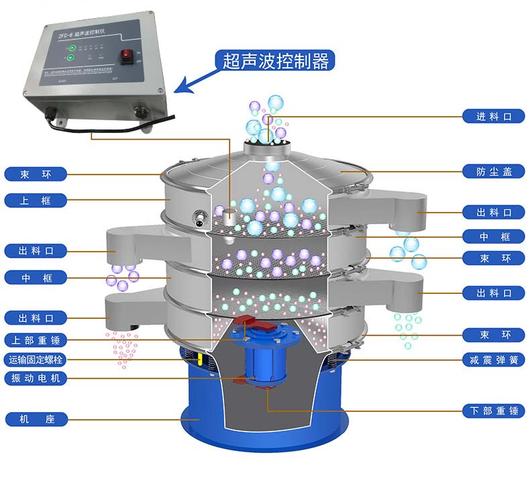
超声波加工(Ultrasonic Machining,简称USM)的原理其实不复杂:高频电信号驱动换能器,产生机械振动,经变幅杆放大后,带动工具头对工件表面进行敲击。当然,真正干活的是磨料——碳化硼、碳化硅,甚至金刚石微粉,它们在工具与工件间高速翻滚,像无数微型凿子,把材料一点一点“啃”下来。
这里有个关键点:工具头不直接切除材料,它只负责把动能传给磨料。所以工具可以是普通钢,甚至软金属,反正不承担切削力。这也解释了为什么USM特别适合加工硬脆材料——传统刀具碰不得的禁脔。
不是万能的,别乱用
现在网上好多文章把超声波加工吹得神乎其神。我作为一线摸爬滚打过的人,必须泼点冷水。USM不是万能钥匙。它有明显的局限。
比如加工效率。你如果跟铣削比速度,USM肯定输。毕竟它是磨料撞击,材料去除率(MRR)有限。有一次我们试一块氧化锆,用了两小时才啃下0.5毫米,老板脸色铁青——当然,后来参数优化后快多了,但总归不是高速加工。
再说精度。工具会磨损,悬液里的磨料粒度也在变,加上振动导致的边缘崩碎,想做到微米级公差,得下不少功夫。目前主流精度在±10微米左右,更高就得靠后续抛光或激光修正了。
还有孔形限制。USM适合打圆孔、异形孔,但深径比一旦超过5,排屑就成灾难。磨料淤积在孔底,加工几乎停滞,工具还会发热,严重时“粘”住。别问我怎么知道的——那次拆主轴,记忆犹新。
旋转超声:升级打怪的新流派
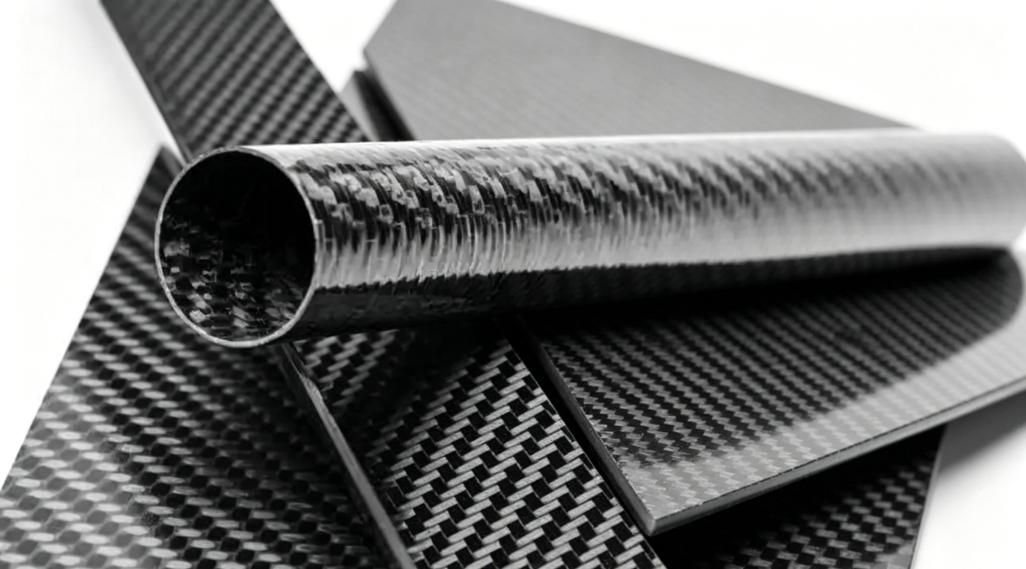
老式USM只有轴向振动,后来聪明人给工具加上了旋转运动,就成了旋转超声波加工(Rotary Ultrasonic Machining,RUM)。这下可厉害了——工具头一边高速旋转(类似钻削),一边超声振动,磨料被强迫排屑,加工效率唰地就上来了。对于一些塑性材料,比如纤维增强复合材料,RUM简直像热刀切黄油。
我去年去一个航空制造展,看到有人在用RUM加工碳纤维增强碳化硅(C/SiC)刹车盘,十几秒一个孔,断面干净得不像话。当时就感叹,技术迭代太快了,我那点老经验差点过时。
不过RUM设备更贵,控制系统也更复杂。旋转和振动要精准同步,否则工具磨损剧增。选择时得掂量清楚:你的工件材料、批量、精度要求,值不值得多掏钱。
你一定想问
问:超声波加工能加工金属吗?
答:能,但没必要。软金属比如铝、铜,用传统加工又快又便宜,USM去啃效率太低。但如果是硬质合金或淬硬钢,有时会用到超声辅助,比如超声振动车削,改善断屑和表面光洁度。不过单纯超声加工金属,性价比真心不高。
问:磨料怎么选?
答:这得看工件。碳化硼最常用,硬度高还便宜;碳化硅适合加工玻璃、硅片;金刚石磨料则是终极杀器,对付氧化铝、碳化钨这类硬骨头。但金刚石贵啊,一颗微粉比你老婆的首饰钻石还碎,咳咳,开个玩笑。实际选择时,粒度也很关键。粗粒度去除快但表面糙,细粒度反之。通常推荐混合粒度,兼顾效率与质量。
未来:微纳加工里的新边疆
随着微机电系统(MEMS)和半导体行业的发展,超声波加工正在向微小尺度挺进。微超声加工(Micro-USM)利用微细工具和亚微米磨料,能在硅片上打出直径几十微米的孔。我参观过一家实验室,他们在石英玻璃上加工出5微米的通孔阵列,内壁光滑,几乎没有微裂纹。这要是用蚀刻或激光,成本高得吓人。
当然,挑战也不小。这么小的工具极易断裂,驱动控制要求极高,悬液的供应也得均匀无泡。有研究者尝试用静电喷雾供给磨料,效果不错,但离商业化还有距离。
另一个趋势是超声辅助复合加工,比如超声电火花、超声电解,甚至超声激光。思路都是利用超声振动改善加工区环境,排屑或更新电解液。我试过超声辅助电火花加工钛合金,表面质量确实提高了,但参数调试让人头疼——两种能量的协同,得反复摸索。
最后唠叨一句:超声波加工不是新概念,60年代就有了。但真正用好它,需要耐心和经验。别被宣传忽悠,也别轻易否定。在恰当的场景下,它就是那把打开难题的钥匙。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:超声波加工:硬脆材料的“克星”,但别神化它 https://www.dachanpin.com/a/tg/57245.html





