第一次见识单件流,是在一家汽车零部件厂。我当时脑子里就一个想法:这帮人疯了。传送带上的零件一个接着一个,每道工序做完立刻往下传——不像我们熟悉的车间,机床旁边堆着一座座小山似的在制品。但更让我傻眼的是:他们一天下来的产量,居然比我们高出一大截。而且,不良品?几乎没有。
那一刻我才意识到,过去十年我笃信的“批量越大效率越高”的逻辑,可能就是个坑。
什么是单件流?别把它神化了
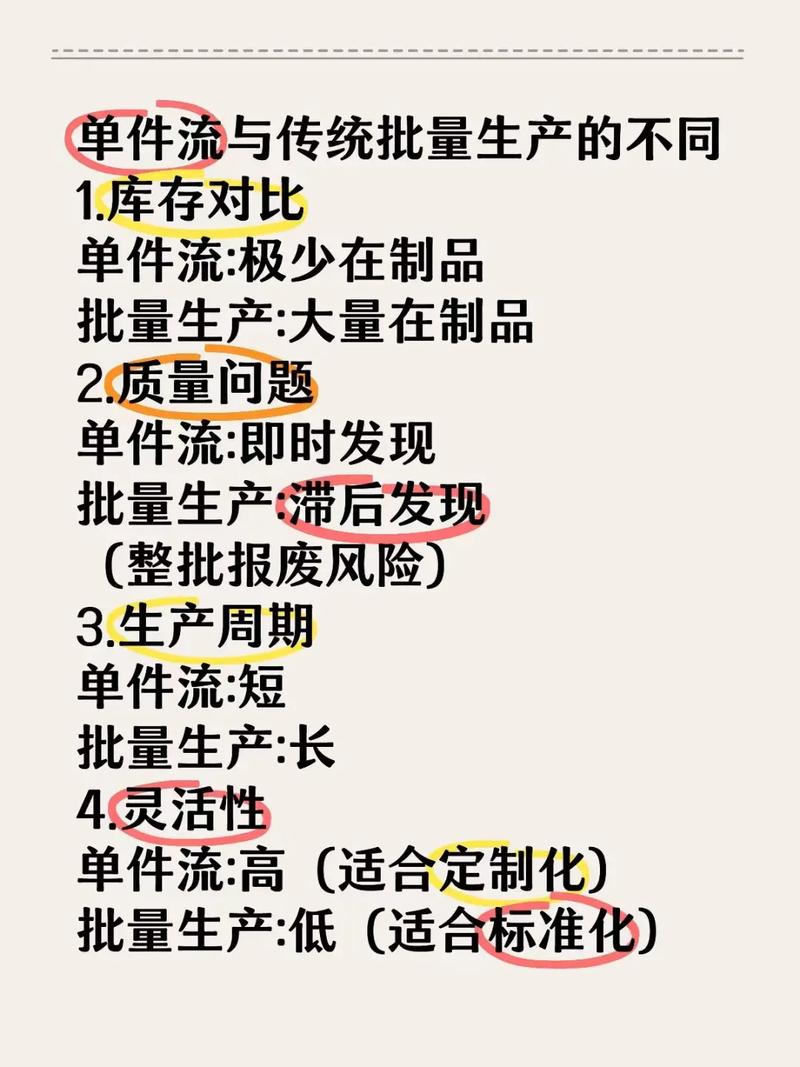
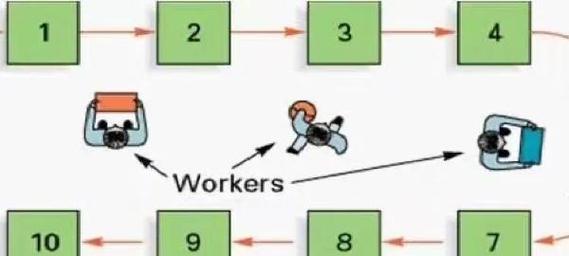
单件流(One-Piece Flow),说穿了就一句话:让产品一件一件地走过每个工序,做完一件再做下一件。它跟传统的批量生产对着干——后者是把一批零件全干完第一个工序,再堆着等第二个工序。
但你要是觉得这玩意只是“把批量改成一件”,那你肯定要栽跟头。它的核心是连续流,追求的是整个价值流的顺畅,不是追求单件本身。我曾经见过一个厂长,硬逼着工人每次只加工一件,结果工人跑来跑去拿料放料,效率反而暴跌。为啥?因为他的布局、工装、换型时间根本没配套。
所以单件流是一套系统,不是一个开关。
为什么我劝你尽早切换?三个让你心跳的理由
这些年辅导过的工厂不下五十家,单件流带来的变化往往让我有种“白活了”的懊恼。
第一,隐形浪费显形了。 批量生产下,库存就像水,盖住了礁石——设备故障、换型慢、质量缺陷、等待……全被掩盖了。单件流把水抽干,所有问题瞬间暴露。有一回客户车间刚改成单件流,当天就停线四次。厂长脸都绿了,但一个月后,OEE从60%升到85%。
第二,质量反馈快到窒息。 批量生产时,可能下一道工序发现上一个工序的批量不良,已经是两天后的事了,返工一堆。单件流?零件刚流到下道工序,人家一拿上手就发现问题——立马停下,反馈。不良品几乎逃不掉。
第三,现场管理简单到哭。 没有成堆的物料,没有复杂的调度,节拍时间一设定,所有工位像心跳一样同步。哪卡住了,一眼就知道。
不过话说回来,切换到单件流的过程,痛得你怀疑人生。设备布局得改成U型线,一个萝卜一个坑;换型时间必须压到分钟级;还要培养多能工——否则一个人请假就全线瘫痪。
有次我给一家家电厂做改善,老板一开始坚决要推单件流,结果第三天组长就撂挑子不干了:“以前发批料员工自己安排,现在啥都要我盯着,累死!”后来我们花了两周做团队训练,才慢慢稳住。
QA:那些让你夜不能寐的疑惑
问:单件流是不是只适合流水线?我们非标单件怎么办?
答:这个问题我听过无数次。确实,大批量、标准化的产品最容易看到效果。但非标单件也并非不能碰。关键是用好成组技术,把工艺相似的零件归类,形成虚拟单件流单元。我就见过一家做模具的厂,把电极加工做成单件流,交付周期从一周缩短到一天!——不过前提是你得有稳定的工艺和熟练的多能工,否则就是灾难。
问:推行单件流最大的障碍是什么?设备?资金?
答:最大的障碍,永远是人的脑子。说实话,很多中层管理者已经习惯了“安全库存”的思维,总觉得堆点货心里才踏实。单件流要求零库存或者极低库存,他们就焦虑得不行。还有,操作工一开始会很不爽,因为以前有缓冲,累了可以歇口气;现在人机组合节拍化,几乎没有喘气的时间。所以改革必须从上到下洗脑,而且刚开始一定要给足支持,允许犯错。
问:我们以前试过单件流,失败了,是不是方法错了?
答:大概率是没把准备工作做足。单件流不是简单改个布局。它需要五个前提:稳定的设备(TPM得扎实)、快速的换型(SMED)、可靠的品质(自働化防错)、平衡的节拍时间、以及能跨工位作业的员工。缺任一条,都会让你摔得头破血流。我建议你先找一个最成熟的产线做试点,把数据跑出来,再慢慢铺开。
最新实践:别老盯着手工线了

这两年有个趋势让我特别兴奋:单件流正在和数字化、自动化深度融合。比如AGV配合单件流,自动引导料到每个工位,工人完全不用离开作业区;再比如设备装上传感器,一旦节拍偏差超过阈值,安灯系统立刻报警,还能自动重平衡。
前段时间参观一家德资工厂,他们甚至把单件流延伸到了供应商——供应商按序准时配送,直接上线,仓库都砍掉了。这让整个供应链的库存天数降到了0.8天!我觉得这才是未来:单件流不再只是车间里的概念,而是一场从客户端到原料端的革命。
当然,这一切要建立在流程极其稳健的基础上。盲目上自动化,只会更快地制造废品。我见过太多反面教材了。
最后说句可能得罪人的话:还在守着大批量、高库存模式的企业,早晚会被单件流甩出赛道。这年头客户要的是快反、定制、零缺陷,你那堆库存除了掩盖问题、占用现金,还能干吗?趁着还有时间,赶紧动起来——哪怕先从一条样板线开始。
别等市场逼你。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:单件流:为什么我建议你立刻放弃批量生产 https://www.dachanpin.com/a/tg/57294.html