那天,车间主任老张拍着桌子,吼了一句:‘这单元化生产就是个坑!’ 我看着他,没敢说话。但心里清楚——问题不在单元化,而在我们怎么干的。这事儿得从三个月前说起。
当时订单碎片化得厉害,上一批还在做法兰盘,下一批就换成了细长轴。传统机群式布局的车间里,工件像没头苍蝇似的在各工位间流转。等终于凑齐一批去热处理?交期早过了。客户骂声不断,我们在车间开会,现场一片死寂。说实话,那种窝囊感,谁干制造谁知道。
然后老板去了一趟日本的协作工厂,回来就说上单元化。我记得很清楚,他站在白板前画了个 U 型线,说:‘就这么干,人员减半,效率翻倍。’ 我们这群搞工艺的人面面相觑。哪有那么容易?但老板决心大,我们只能硬着头皮上。
不是画个 U 型就叫单元化
我们选的第一个零件是某种泵体,批量大概 30-50 件,品种有十来种。一开始天真啊,以为把机床摆成 U 型,让工人站中间,就是单元化了。结果呢?第一天就崩了——车床等铣床,铣床等钻床,节拍完全乱套。更可笑的是,工人只懂车工的站车床,只懂铣工的站铣床,换型号还得找调机员,U 型线里人挤人,比原来更慢。
单元化生产的前提不是设备,是人。 多能工培训这件事,我们是在流血之后才懂的。后来硬性要求每一个进入单元的作业员必须掌握至少三种工序,而且要通过实操考核,不是那种签个名的培训。花了两个月,才把第一批 ‘真正的单元操作工’ 培养出来。那一刻我才算摸到单元化的门槛。
另外设备布局也是个坑。书本上都说按工艺流程排列,可实际我们的工艺路线并不稳定,有些零件需要跳过某道工序。我们最后搞成了一种可变接驳的布局,部分设备带脚轮、有快换接口,来了新订单能短时间调整。💡 这一点敲黑板:绝对不要刚性地把机床焊死在地上! 留出调整余地,给未来留后路。
工具管理也让人头疼。过去批量生产,刀具车推过来一用就是半天。单元里不行,一个零件从头到尾要用七八种刀,每换一种就得停一次机。后来我们引入了线边成套刀具小车,配合二维码扫码核对,换刀时间从平均 4 分钟压到了 40 秒。❗ 这种细节,不亲自干几个月,根本想不到。
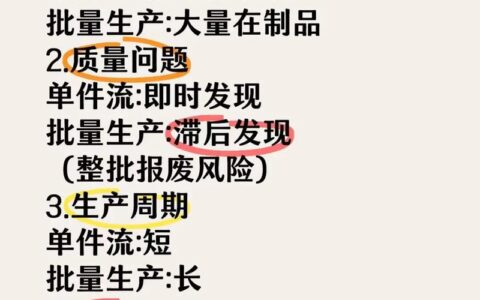
单件流?差点把我们搞死
单元化生产经常和单件流挂钩。咨询师说理想状态是 ‘one piece flow’,我们试了……差点把产线搞停摆。我们的零件加工时间差异太大,有的工序只需要 30 秒,有的要 3 分钟。硬要一件一件流,前面堵成狗,后面饿死。最后还是妥协了——在瓶颈工序前设置了一个小缓冲,3 到 5 件。这叫 ‘有限 WIP 的拉动’,别管名字多洋气,反正能干活才是王道。
问:单元化生产到底能不能提高效率?
答:能,但需要满足条件。我们第一个单元稳定运行半年后,对比老方式,交货周期从 12 天缩到 3.5 天,在制品库存降了 70%。但这是建立在零件族划分合理、团队稳定、排产逻辑跟得上的前提下。如果随便搬几台机床就宣布胜利,那你看到的将是灾难。✅
问:单元线停一台机,全线瘫痪怎么办?
答:没错,所以 TPM(全员生产维护)必须硬。我们吃过血亏,一台加工中心主轴故障,又没有备机,全单元干站着,最后被客户罚了钱。教训是什么?关键设备要有预案:要么备关键备件,要么附近有共享机床可紧急调用。现在我们的单元里,每班有 15 分钟 ‘强制点检’,把隐患摁在萌芽期。
还有排产逻辑,这又是一个大课题。传统 ERP 的工单下法根本不适用。我们最后咬咬牙上了 APS 高级排程系统,与 MES 配合,直接从设备接口抓数据,动态调整任务顺序。就为了那个 ‘实时’ 两个字,IT 部的人头发抓掉一把。但不做不行——单元里节奏快,调度慢半拍,立刻产生等待。现在,我们从订单进来到产线开始加工,响应时间压缩到了半小时以内。这在以前是不可想象的。
当我们终于尝到甜头
现在离老张拍桌子已经过去两年。第二个、第三个单元也建起来了,甚至把装配也纳入了生产单元,搞 ‘制造-装配一体单元’。最近一次客户突击验厂,看我们的现场,问:‘你们是不是学了日本的管理?’ 我心里暗笑:我们是被现实揍出来的。
单元化生产不是万能药,它更像是一种思维强迫——逼迫你正视所有偷懒的管理方式:模糊的技能、随意的布局、粗放的排产。把这些疤揭开,痛过了,才可能有真改善。现在再问老张,他说:‘真香。’ 这大概就是一个老制造的朴素评价吧。
最后,给想搞单元化的同行几个血的建议:💡 别迷信咨询师画的完美 Unity 图;从 一个具体的零件族 开始试,跑半年再谈推广;多能工培训要舍得投钱投时间;信息系统早晚得跟上,否则数据会反噬。路很长,但走下去,你会看到不一样的风景。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:单元化生产那点事儿:从崩溃边缘到真香 https://www.dachanpin.com/a/tg/57290.html