说实话,很多工厂的质量经理一看到‘测量系统分析’这几个字就头疼。他们觉得这就是填一堆表格,应付审核用的。结果呢?生产线上用着一把从来没做过线性评估的卡尺,每天测出上百个数据,最后发现全在瞎忙。这事儿我见过不止一次。更可笑的是,有些公司花几百万买了三坐标测量机,却连最基本的GR&R都没做透彻。真金白银砸进去,精度却飘得像喝醉了酒。
测量系统分析到底在分析什么?简单讲,就是搞清楚你的测量误差到底有多大,以及这误差是从哪儿来的。别以为你校准了量具就万事大吉了。偏倚、线性、稳定性这三个鬼东西,随便哪个超标都能让你的过程能力指数看起来像过山车。而重复性和再现性(GR&R)更是重灾区——操作员手抖、环境温度变化、夹具有毛刺,这些因素叠加起来,系统误差能占到公差的50%以上。你敢信吗?
GR&R:测量系统的照妖镜
GR&R其实是个简称,全称叫量具重复性和再现性研究。重复性就是指同一个操作员用同一把量具测同一个零件,多次测量之间的波动——基本上就是设备本身的变异。再现性呢?是不同操作员之间的差异。比如老王测出来的数总是比老李小0.02mm,这事儿如果不揪出来,SPC控制图立刻失真。所以我常说,别先急着去调机床,先看看你的量具是不是‘欺生’。
做GR&R最常用的方法是方差分析法(ANOVA)。它能把总变异拆成零件间差异、操作员差异以及交互作用。交互作用挺阴的——某个操作员对特定零件特别敏感,换个人就没事。如果交互作用显著,那你得好好排查了:可能是视觉对准问题,也可能是量具的固定方式不统一。哦对了,还有个坑:有些工程师喜欢用极差法(Range Method),以为省事儿,结果忽略了交互作用,最后报告一片祥和,实则漏洞百出。我以前碰上过一次,极差法显示GR&R等于9%,ANOVA一做直接飙升到28%。当场打脸。
问:GR&R要小于多少才算合格?10%是金标准吗?
答:业界常说的基准是%GR&R——也就是测量系统变异占总变异(或公差)的百分比。通常:小于10%理想,10%~30%有条件接受,超过30%必须改善。不过这个%GR&R分为两种,基于过程变异的和基于公差的。如果你的过程能力很高,即使基于公差的%GR&R小于10%,基于变异的有可能很大,这就会造成误判。所以一定要看具体场景。还有,如果你用GR&R是为了过程控制,应该用基于过程变异来计算;如果是为了产品验收,用基于公差更合适。很多审核员就卡死10%,其实不科学。
偏倚与线性:被遗忘的细节
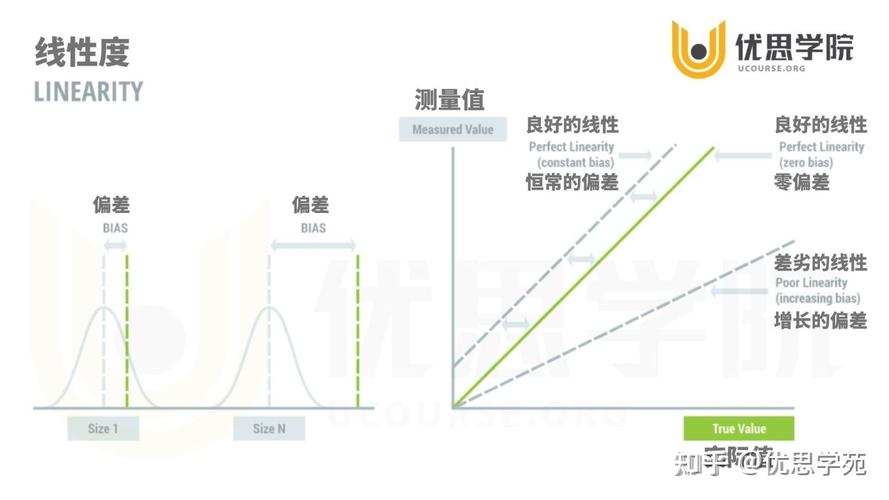
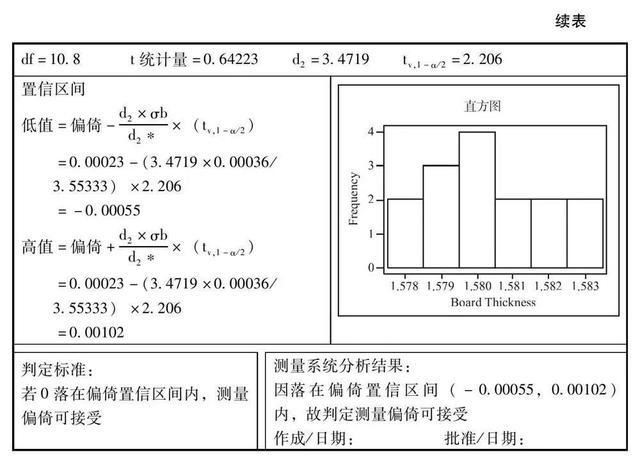
偏倚是个慢性子,它不会让你立即崩溃,但会温水煮青蛙。偏倚是测量平均值与参考值的差值。比如你的卡尺测一个50mm的量块,十次均值是50.02mm,偏倚就是0.02mm。这点偏移看起来很小,但如果你上下公差只有0.05mm,那0.02mm就直接占了40%的公差带。更糟糕的是线性——量程范围内的偏倚变化。靠近量程下限偏倚是正的,到了上限又变负了,这叫非线性。我见过一个内径千分表,在10mm处偏倚为+0.003,到100mm处变成-0.008。不校准的话,测小孔全是超差,测大孔反倒误收。简直离谱。
怎么查线性?通常取量程内至少5个点,每个点反复测多次,做回归分析。斜率和截距都要做假设检验。如果斜率显著不为零,线性就有问题。这时候别光想着调零位——可能是测头磨损不均匀,或者导向机构有间隙。说实话,线性问题往往跟硬件老化有关,单纯用Offset补偿是治标不治本。
稳定性:时间这个变量
测量系统是个活的系统,会随时间漂移。稳定性研究就是用控制图监控同一量具测同一零件在一段时间内的表现。如果你发现测值有趋势性、周期性,那背后可能是环境温度、气压甚至操作员的疲惫程度在作祟。我曾在一个恒温车间做过实验,上午八点和下午两点测出的数据平均差0.01mm,因为空调出风口的冷风吹到了量具工作台。就这么个小细节,没人注意,整个车间的CPK虚高两个月。最后查到原因时,大家哭笑不得。
问:MSA分析必须全自动仪器都做一遍吗?有没有偷懒的方法?
答:这事儿不能偷懒,但可以分清主次。首先要做风险分级:对关键特性、安全特性、需CPK管控的特性,MSA必须做全套。对于不太重要的尺寸,可以参考类似量具的历史数据,或采用简化的GR&R(如只做10个零件×2操作者×2次测量)。另外,如果你们公司用的是自动化光学检测设备,很多人以为只要买回来厂家校准一次就高枕无忧。大错特错!自动设备依然有夹具偏移、光照变化、算法参数漂移等问题,必须用GR&R验证其复合误差。还有一种取巧做法是‘年度MSA计划’,按量具重要性排期,逐步覆盖。但记住,千万别拿‘做过了’代替‘做好了’。
回过头看,测量系统分析不是一个单独的工具,它应该嵌入到整个质量管理体系里。新产品开发阶段,做PPAP的时候MSA是必须提交的项目;量产之后,量具的周检、月检数据可以直接反馈到MSA数据库里,形成动态监控。我强烈建议企业建立量具的‘健康档案’,把每次校准、维修、GR&R报告都归档,配合统计软件做趋势预警。毕竟数据是决策的依据,如果连数据都不可信,那还谈什么智能制造?❗
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:测量系统分析(MSA)——别让烂量具毁了你的数据 https://www.dachanpin.com/a/tg/57319.html