老工具,新仇旧恨
QC七大手法。这五个字扔出来,搞质量的同行估计要翻白眼——又是老生常谈。 检查表、层别法、柏拉图、因果图、散布图、直方图、控制图……背都能背出来。但说实话,我见过太多人,对着柏拉图把“二八原则”念得震天响,实际分不清什么是关键少数;或者画了张鱼骨图,人机料法环测写了一大圈,真因还是藏在冰山下。 工具是死的,脑子得活。对吧?
这几年在产线泡着,最深的一个感触是:很多企业把QC七大手法当应试教育,以为填完表格就算完事。尤其一些汽车零部件供应商,审核一来,文件夹里整整齐齐的帕累托图,但现场不良率纹丝不动。 我上个月去一家做轴承的厂子,他们的控制图漂亮得像艺术品——全在中心线附近,CPK>1.67。 可是现场一看,测量员偷偷把超差点划掉了…… 这让我差点当场骂人。 所以,今天不聊虚的。
不是手法没用,是你用错了场景
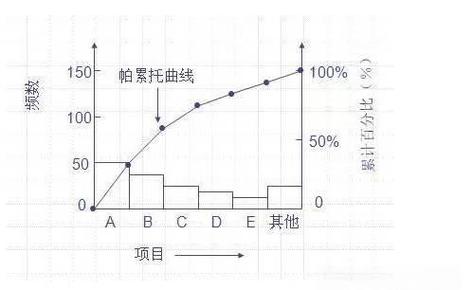
先说柏拉图。 质量人最爱它。 但你没发现吗——有些问题压根不适合用柏拉图。 比如,如果你家缺陷类型之间高度关联,一个磕碰往往伴随着划伤,那简单做个数量的排列图就会误导你。 应该用加权柏拉图,或者先做层别,把关联因拆开。 这点在一家注塑厂我强调过无数次,可人家项目经理就是不听,结果花三个月猛攻“毛刺”,最后发现模具温度波动才是源头,毛刺只是果。
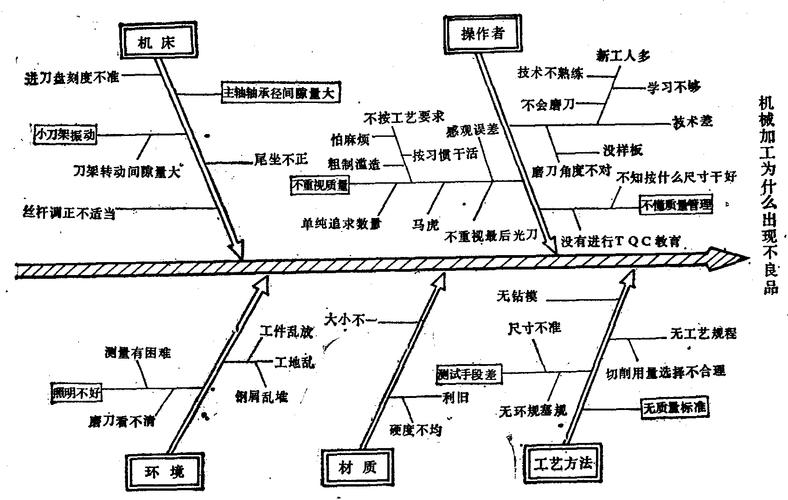
然后因果图。 鱼骨图是个好东西,但大部分人画完就挂墙上落灰。 真正有用的,是先发散再收敛——把可能原因逐层剥开,然后用散布图或假设检验去验证。 比如,我们曾怀疑焊接强度与冷却水温有关,简单画个散布图,发现R²不到0.2,直接排除。 省了多少试错成本! 所以,工具必须连环用,一招鲜吃遍天早在工业4.0时代行不通了。
💡 重点来了:控制图。 这是我最想吐槽的。 很多人用均值-极差控制图,却从不管数据是不是正态。 有些过程天生偏态,比如刀具磨损导致的尺寸漂移,你用±3σ硬套,虚发警报能烦死你。 这时候就该换预控图或者指数加权移动平均图。 可惜,愿意多翻一页SPC手册的人太少。
你可能正被这些问题卡住
问:我们公司刚导入IATF 16949,审核老师总说我们QC七大手法用得流于形式,怎么破?
答:典型的应付检查后遗症。 核心不是画图,是让工具嵌入问题解决流程。 比如,客诉来了,第一动作不该是写8D报告,而是先去现场用检查表收集数据,再用层别法按时间、班次、设备切开,快速锁定异常模式。 图可以后补,但分析逻辑必须前置。 我辅导过一家电子厂,他们把柏拉图和快反看板结合,每天早会就盯着前三大缺陷,专人跟进。 三个月客户投诉降了40%。 不做表面功夫,工具自然活起来。
问:散布图真的那么有用?现在都有机器学习建模了,还需要这个?
答:哈,一看就是被AI洗脑的。 机器学习当然厉害,但你在现场,几十个数据点,急着判断要不要停线,难道还打开Jupyter Notebook? 散布图最大的优势是可视化直觉。 一眼看出相关性、异常点。 而且,很多车间连最基本的数据采集都没做好,一上来就想大数据,根本就是空中楼阁。 先用好QC手法把数据基础夯实了,再谈进阶。 不然模型吃的是垃圾数据,吐出来的还是垃圾。
老手艺的新命
有些人觉得QC七大手法过时了。 胡说。 去年在德国汉诺威工业展上,我看到西门子工厂的数字孪生系统里,实时控制图直接嵌在产线大屏上,自动判异,AR眼镜直接提示到工位。 但底层逻辑还是休哈特的控制图原理。 所以,不是工具老了,是你用老了。
再说直方图。 现在很多在线量具直接输出CPK和PPM,但如果没有直方图看分布形状,比如双峰、截尾,直接算能力指数就是自欺欺人。 特别是精密加工,刀具寿命后期的尺寸分布往往呈偏态,这些细节不做直方图根本看不见。
✅ 最后,给几个接地气的建议:
1. 别追求完美图表。 手绘在纸箱板上都行,关键是让你看清事实。
2. 把七大手法和日常会议绑定。 晨会用检查表,周会用柏拉图,月会用控制图趋势。
3. 多问“所以呢”。 每画一张图,逼问自己:这个结果告诉我什么行动? 没有行动,全是废纸。
QC七大手法,就像车床上的千分尺。 看似简单,但量错了地方,或者不会读数,照样干废活。 多上车间,多沾油污,工具才能长进肌肉记忆里。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:质量控制(QC)七大手法:你以为会了?其实总踩坑 https://www.dachanpin.com/a/tg/57323.html