再制造,不是翻新,是重新定义寿命
你看市面上那些讲再制造的文章,张口闭口“绿色”、“可持续”,听着就像教科书。说实话,在车间里摸爬滚打的人根本不在乎这些大词。他们关心的是:这活儿划不划算?交货期能不能压缩?老李给我算过账:一台报废的液压支架,买回来按吨计价,拆解清洗后,立柱千斤顶换一套密封件和导向环,阀组用激光熔覆修复磨损面,整个流程下来,成本只有新品的35%,但售价可以做到新品的70%——利润率高得吓人。而且,现在矿山客户根本不排斥再制造件,因为他们发现再制造件的匹配度有时比新件还好,毕竟旧件经过了服役应力释放,变形量更稳定。❗但这里有个大坑。很多人分不清再制造和维修。去年我见过一个愣头青老板,把回收的发动机直接拆了换活塞环,清洗干净就当再制造品卖,结果装车三个月拉缸,赔个底掉。所以必须强调——
问:再制造和普通维修到底有什么区别?
答:本质差异在于标准和工艺深度。维修是“坏哪儿修哪儿”,恢复到能用就行;再制造是“将产品恢复到至少原始性能,并提供质保”的工业化过程。拿发动机举例,再制造必须对缸体进行全尺寸检测,磨损超差一律用热喷涂或电刷镀恢复标称尺寸,再经过珩磨达到规定的粗糙度和圆度,所有油道高压清洗并更换全部轴承,装配后经过冷试和热试,最后打上再制造标识,出具检测报告。没有这套流程,免谈。
循环经济的核心不是回收,是设计——你得在图纸上就想着怎么拆
这两年我评审过不少所谓的“绿色制造”方案,发现一个通病:设计根本没考虑后期回收。一个简单的例子,某品牌电机端盖用整体铸造,轴承室磨损后无法单独更换,只能整体报废。而真正的循环设计应该像某些欧洲工程机械那样,把易损轴套做成可更换的嵌入式结构,甚至预留了再制造余量——在关键部位多镀了0.3毫米的耐磨层,寿命到期后磨掉重镀,成本极低。所以说,循环经济不是后端补救,是前端植入的基因。不过话说回来,搞设计那帮人也有苦衷,市场部总催着降本,可拆卸结构往往初期模具复杂些,但算上全生命周期成本,绝对是更省的。可惜没多少决策者愿意看十年后的账。问:循环经济会不会增加企业成本?中小企业玩得起吗?
答:短期看,确实可能增加,比如你要投资再制造生产线,买激光熔覆设备、三维扫描仪,或者重新设计产品增加连接接口,初期投入不小。但我见过最聪明的做法是产业集群协同——广东有个泵阀产业园区,十几家中小企业联合投了一个共享再制造中心,每家按使用量付费,算下来比各自单独买设备合算得多。而且,国家现在对循环经济项目有专项资金补贴,资源综合利用增值税即征即退,有些地方甚至给再制造产品首购风险补偿。关键是你得跳出“捡废铁”的思维,把再制造当成一个新品类去经营,利润空间并不低。💡

政策推着走,技术撑着腰,但还得靠人
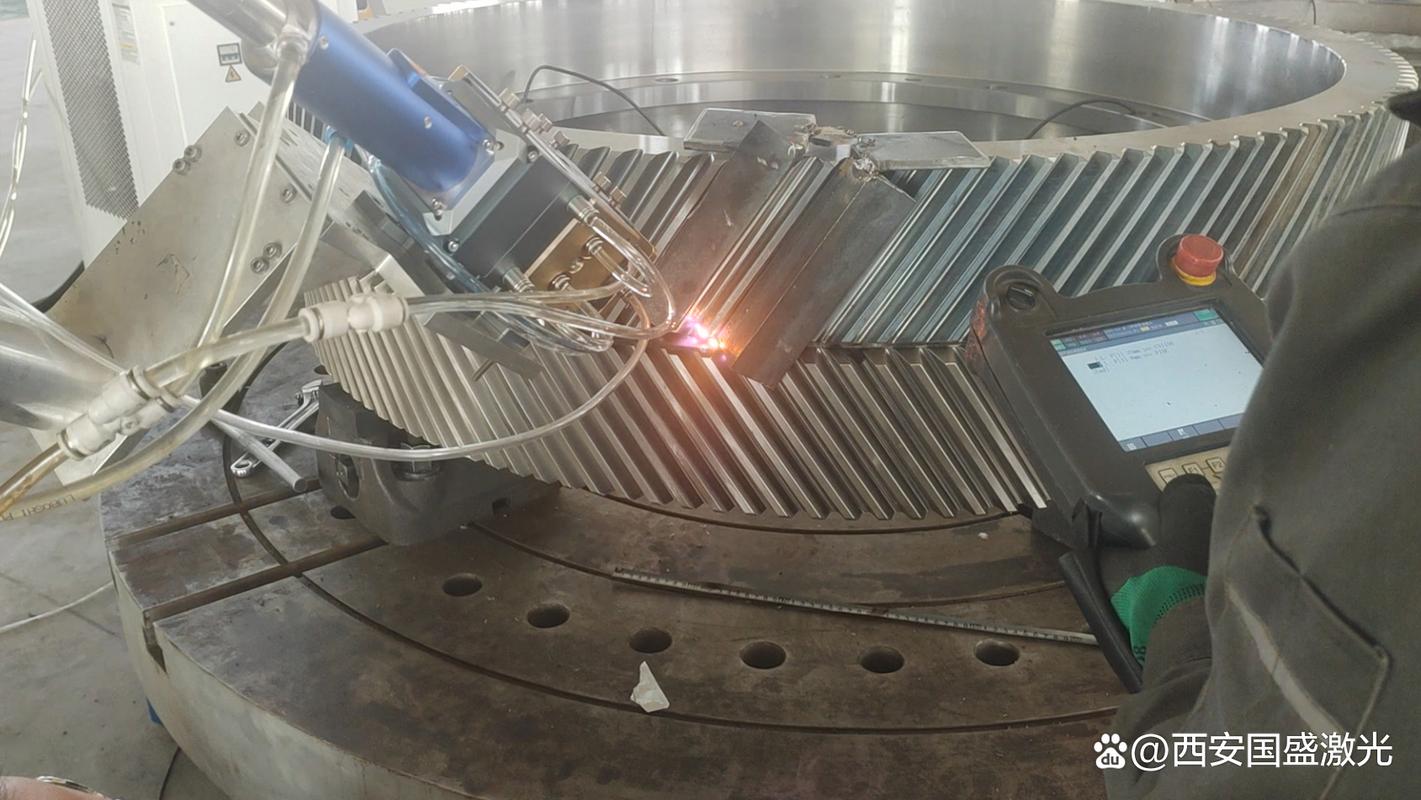
还有数字化工具。现在给旧件做无损检测,用工业CT扫一遍,AI自动识别疲劳裂纹,比老师傅肉眼判断准确得多。再比如3D打印补材,过去修补一个异形阀体要手工堆焊再数控加工,现在直接逆向扫描、生成缺损模型、增材制造补块、真空钎焊贴合,工时缩短一半。所以循环经济根本不是“反智”的,它恰恰在倒逼技术进步。
说到这,想起十年前我去日本参观一家再制造工厂,人家把回收的复印机拆到最后一颗螺丝,分类清洗后重新组装,整机性能完全达到新品标准,车间一尘不染。当时觉得震撼,现在我们也能做到,甚至在一些重载部件修复上已经超过了他们。只是我们的产业生态还没完全打通,比如旧件回收体系混乱,很多好料源被当废铁卖了。这需要时间,但方向没错。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:循环经济不是阳春白雪,是工厂车间里的生存战——一位老机械工程师的十年见闻 https://www.dachanpin.com/a/tg/57602.html