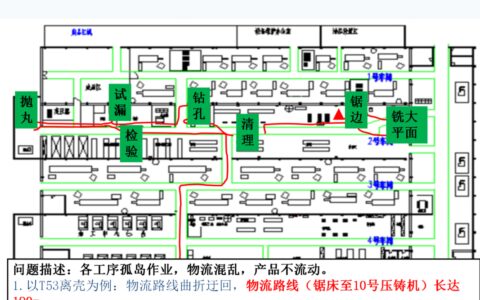
说实话,很多厂推行单件流,骨子里还是批量思维。把设备摆成U型线,看板挂起来,就号称单件流了?差得远。真正的单件流,是让价值像水一样流过去,中间不积水、不等待、不回头。可现实呢?
理想很丰满:教科书式的单件流
我记得第一次参观丰田的工厂,那感觉像被电击了一样。每个工位只存一件在制品,做完就往下传,设备紧凑得像地铁车厢。没有半成品堆成山,没有叉车跑来跑去。节拍时间精确到秒,工人眼神专注,动作一丝不乱——那才是流动的艺术。
但国内多少老板只学会了照猫画虎。以为把机器排成线就万事大吉,结果产线一天停七八次。为什么?因为前道工序稍微波动,后道就干瞪眼。没有缓冲,没有容错。技术员老张跟我说:“单件流就是照妖镜,什么问题都藏不住。” 对,太对了。设备故障、来料不良、人员技能不均——全暴露了。可暴露问题不是目的,解决问题的速度和勇气才是。
血泪教训:我们车间那场灾难
去年我们接了一批航空连接器,精度要求极高。工艺部说上单件流,可以缩短交付周期,老板一听说能省时间,立马拍板。结果呢?上线第一天就崩了。热处理后的变形没稳下来,尺寸飘忽不定,首件检测合格,第二件就超差了。按传统批量,我们可以调机、纠偏,但单件流模式下,一件流下去,后面全跟着错。关键是我们没建快速反馈机制——当第一件废品产生时,信息没拦住后面的工序。等发现时,整条线已经产出60多件废品。那天晚上,我们一群人围着U型线,没人说话。后来质量经理骂骂咧咧地说:“单件流不是没抽检,反而要加严抽检,而且要实时数据联动。” 我们缺的是什么?安灯系统!缺的是工人敢停线的文化。操作工小李跟我说,他其实感觉第二件尺寸有点怪,但不敢停,因为停了线长要骂人。你看,归根结底是管理问题。

后来我们咬牙上了一套MES,每个工位扫码,关键尺寸自动采集,超差立刻锁设备、亮红灯。这玩意儿不便宜,但算算那300万的教训,值了。现在我们的单件流才勉强算及格——设备综合效率从63%提到了82%,但代价是真金白银砸出来的。
问:单件流到底能省多少时间?
答:看情况。我们做连接器,换模时间从45分钟压缩到8分钟,加工周期从3天缩短到4小时。但前提是,你得把快速换模(SMED)做到位。我们花了三个月专项攻关,把内作业转为外作业,工装定位全部标准化。不然光换模就吃掉你半天时间,还流什么流?
问:单件流是不是只适合大批量生产?
答:恰恰相反。单件流特别适合多品种小批量。我们那条线现在混流生产五种型号,切换几乎不费时。秘诀在于成组技术和柔性工装。当然,如果你产品之间差异太大,共用资源冲突严重,那强行单件流就是灾难。得算笔账:切换损失和库存持有成本哪个更高?说实话,很多小厂盲目追求零库存,结果交付拉垮,得不偿失。
最新实践:当单件流遇上数字化

单件流虐我千百遍,我却很难离开它。因为一旦跑顺了,那种物料在车间里轻快地流动,没有停滞、没有混乱的感觉,实在太迷人了。或许这就是制造人的浪漫吧——让一切创造价值的过程,都行云流水。
不过话说回来,千万别神化单件流。它是一剂猛药,用好了救命,用不好要命。先問自己:问题暴露机制准备好了吗?团队敢不敢停下来解决问题?如果没有,老老实实从连续流做起,别一步到位。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:单件流:为什么我们花了三年才真正搞懂它? https://www.dachanpin.com/a/tg/58058.html