上个月,一家做精密轴承的客户喊我去看产线。走进车间,WIP堆得满坑满谷,主管一脸无奈:‘我们上了拉动系统啊,看板也挂了,怎么还是乱?’ 我扫了一眼他们的看板——红色卡片贴得整整齐齐,但旁边的手推车里,零件高高低低叠了三层。说实话,当时我没忍住笑了。不是嘲笑,是苦笑。这场景太熟了。
很多工厂以为,拉动就是买一堆磁吸卡片、装个安灯、把仓库叫超市。呵呵。真要是这么简单,丰田几十年的功力岂不是白修了?拉动系统的核心从来不是工具,是暴露问题、停止掩盖的那种狠劲儿。你受得了吗?
拉动 vs 推动:不是流程问题,是价值观问题
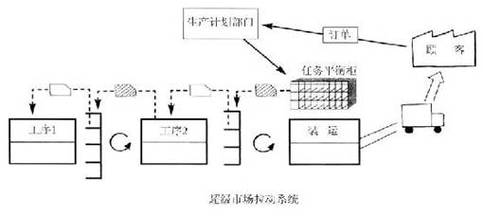
传统推动式生产,计划部把单子拆了,一股脑压下去。各车间自顾自卯着劲儿干,生怕自己成为瓶颈。结果呢?瓶颈没解决,半成品先堆成山。拉动系统不一样——后工序按需领取前工序的物料,靠看板信号触发补充。也就是说,没看板不准生产。听着简单吧?
但实施时,生产经理第一个跳脚:‘万一断线怎么办?’ 这话背后藏着深深的恐惧:他们对设备稳定性、质量稳定性根本没信心。所以,拉动系统逼着你先做设备TPM、先搞快速换模、先把不良率压下去。它像一面照妖镜,照出所有假装看不见的浪费。
有一次,我给一个汽车零部件厂做看板设计,他们坚持要把安全库存设高。我说:‘你要那么高安全库存,还拉什么动?直接推动不就完了。’ 最后折中方案是:动态调整。产线异常停机超过15分钟,系统自动增加20%在看板循环量;连续三天无异常,再降回来。这才是持续改进的活法,不是吗?
为什么你的拉动系统跑不起来?
原因很多,但根子就一个词:假拉动。我给你列举几种:
- 看板未与实物绑定:卡片在转,物料没跟着走。脱离实物的看板就是废纸。
- 批量无节制:嘴上说拉动,仍旧一个批次跑三天。拉动需要小批量、多频次,均衡化生产是关键。
- 无视节拍时间:Takt Time形同虚设,工序产能忽高忽低,下游干等着。
- 信息断层:车间信号靠吼,ERP和现场两张皮。没有实时数据,拉动沦为摆设。
记得在东莞,一家电子代工厂花了30万上MES,结果车间主任悄悄告诉我,工人还是在Excel里排活。为什么?因为系统里的看板要手动刷新,谁有空盯着屏幕啊!后来我逼着他们用物理看板+每日Gemba Walk,反而跑顺了。讽刺吗?
💡 我的经验:先跑物理拉动,别急着上电子看板。实物传递的力量,屏幕永远替代不了。
那些让人无语的QA

下面这两个问题,我被问了不下五十遍。干脆写在这里,省得我重复。
问:我们产品型号多、批量差异大,能搞拉动吗?答:能,但别指望一刀切。多品种小批量环境,得用看板 + CONWIP混合。瓶颈工序设恒定在制品量,非瓶颈用看板拉动。关键是对产品进行PFEP分析,把零件记本上,分好类。懒人搞不了拉动。
问:遇到急单插单怎么办?拉动系统不就乱套了?答:谁说拉动不允许插单?你得有紧急看板机制。通常设定不超过总容量5%的红牌,直接投入。但插完必须复盘:为什么有急单?市场预测问题?销售随意承诺?一根筋禁止插单,那不是拉动,那是自杀。
❗ 插句狠话:很多工厂的‘急单’,只是计划紊乱的遮羞布。
拉动系统真正的价值:别盯着库存看

大家一提拉动,就喊降库存。库存是降了,但那是结果,不是目的。拉动系统最大的价值,是缩短制造提前期,提高交付可靠度。今年我给一家医疗器械厂做改善,WIP库存只降了18%,但订单交付准时率从72%蹿到96%。老板惊到了,以为数据错了。其实就是靠拉动,把各环节的等待时间、运输浪费一点点抠出来。价值流图一画,所有不增值全暴露。
当然,维持拉动不容易。需要每天紧绷着解决问题。设备一停,前工序立马感知到,必须立刻响应。这要求生产主管从‘派活头头’变成‘救火教练’。受不了这种压力?那就回去继续搞推动吧,仓库里堆满货,起码心里踏实。
不过话说回来,拉动系统不是万能的。在流程性工业(比如炼油、化工),拉动就不好使,那是另外一个故事。但在离散制造、装配线上,它的威力无可替代。关键是人。得让一线员工理解:拉动不是管人的工具,是让异常无处遁形的协作方式。
上周再去那家轴承厂,他们终于把推车撤了,看板数量归正,还搞起了安灯响应。产线旁边挂着块白板,记录每天的异常停线和处理对策。车间主任跟我说:‘现在压力大,但心情好。以前天天和计划员吵架,现在按看板来,都闭嘴了。’ 哈哈,多朴素的道理。
所以,如果你正打算推拉动系统,送一句话:别买一堆花里胡哨的软件,先带着团队去车间站上八小时,数一数到底有多少本该流动的物料在睡大觉。从那开始,一个点、一个点地攻克。慢就是快。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:拉动系统:那些年我在车间踩过的坑与顿悟 https://www.dachanpin.com/a/tg/58062.html




