刚进车间,老张就拉住我抱怨:“上了那套几百万的自动线,怎么利润反而降了?”——我瞅了眼流水线,很忙,真的忙,但一堆在制品堵在清洗工序前面,堆得比人高。你看,自动化没打中七寸,TOC(约束理论)早就把这道理讲透了。
瓶颈不是你觉得的那个地方
很多人以为买了更快的设备就能解决问题。错了。TOC里第一个概念——瓶颈(constraint),说的是整个系统里最弱的一环。✅ 识别它才是第一步。我那朋友厂里,数控机床主轴利用率高达95%,可后面那个手工去毛刺的工位,老师傅一天干10个小时也跟不上,库存就在那儿堆,钱就压在那儿死。你说,把机床再加速有什么用?
不是开玩笑——有些企业瓶颈根本不在车间。有一次我帮人看,发现订单评审卡在销售副总那里,他要每张单子都自己批,出差一周,全厂等米下锅。这就是另一个关键:瓶颈可以是非物理的,政策、流程、乃至一个臭脾气的领导。Goldratt博士管这叫“政策约束”。💡

DBR:别把绳子拉断了
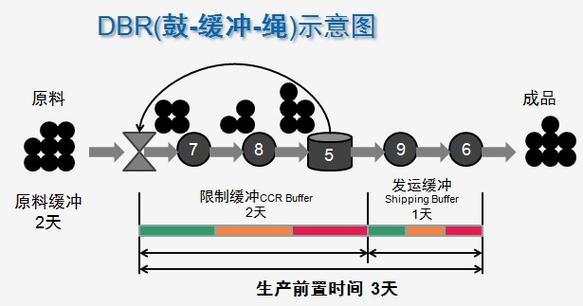
TOC的经典解法:鼓-缓冲-绳(Drum-Buffer-Rope)。鼓是瓶颈的节拍,整个系统要跟着瓶颈的鼓点走。缓冲是保护瓶颈不挨饿的时间或库存垫。绳子嘛,是把瓶颈的需求信号往回拉,控制投料。就这么简单?对,就这么简单。但多数人搞反——拼命往系统里塞料,觉得机器开动就是赚钱,结果做了一堆卖不掉的半成品。这还不算,现金流差点断掉。
我见过最夸张的一次,某企业学了精益、学TOC,结果搞出个“组合”——在瓶颈前堆三天缓冲,又要求零库存。工人全蒙了。这能不出事吗?
问:我们公司产品种类多,换线频繁,怎么确定瓶颈?它会不会变?
答:当然会变。今天可能是热处理炉,明天可能是装配人手。你千万别死盯着一台机器。我的做法是:每周去现场站半小时,看在哪个工位后面排队最长,或者哪个工位的人在等活儿。简单粗暴,但有效。数据系统有时候漂亮得骗人,自己踩落脚才实在。另外,注意“浮动瓶颈”——随订单组合漂移,这时候就得用TOC的“缓冲管理”去动态监控,哪个缓冲区消耗快了,哪就是临时瓶颈。
问:我们老板说,每个环节效率都要高,这不对吗?
答:大错特错!典型的会计思维杀流程。TOC颠覆就颠在这:非瓶颈的效率不是越高越好,而是要服从瓶颈。你让非瓶颈拼命干,只会制造过量库存,占用资金,掩盖问题。记住一句狠话:若没有全局盈利目标,局部效率全是毒药。
最新实践:数字化的TOC,不是把Excel搬上屏
这几年搞智能制造,很多人以为上个MES、弄个数字孪生就TOC了。扯。数字化能帮你更快看到瓶颈在哪,实时监控缓冲状态,这没错。但核心还是那个——你得根据这些信息做决策,别让它变成漂亮的电子看板而已。有一家做汽车配件的,用IoT把瓶颈机台的数据拉通,每15分钟更新一次缓冲状态,采购那边直接跟绳子联动,投料一键调整。这才有点意思。
还有一点,人的因素。我见过一个厂,完全按TOC排产,但计件工资没改。工人在瓶颈上磨洋工——因为快了也没多拿钱,非瓶颈上的人倒拼命做,拿超额奖。整个系统拧着来。所以,绩效体系不跟着TOC走,一切都是白搭。⚠️
持续改进:五步法别只走前三步
TOC有个五步聚焦法:找瓶颈、挖尽瓶颈、一切服从瓶颈、松绑瓶颈、回头再找。很多公司走到第四步就停了,舍不得给瓶颈加资源,或者满足于现状。市场一变,老瓶颈松了,新瓶颈又冒出来。这过程没完:持续改进就是循环受罪,但受的是明明白白的罪。
说实话,TOC不是万能药。它适合那些交货期被骂、库存一堆、现金流紧张的企业。如果你本来就是个隐形冠军,流程顺得不行,那别硬套。不过话说回来,制造业里谁家没点破事儿呢?
最后强调一点:TOC的“有效产出”概念。不是产量,是系统通过销售赚到钱的速度。你没卖掉,做再多都是成本。这理念,跟现在喊的“以客户为中心”一个鼻孔出气——先别管自己多能干,想想客户要的到底快不快、稳不稳。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:约束理论(TOC):为何你花了大钱搞自动化,还是没赚到钱? https://www.dachanpin.com/a/tg/58067.html