说实话,去年在东莞一家电子厂看到的场景,我现在想起来还觉得挺不是滋味。一整条SMT产线,十几台进口高速贴片机,机械臂来回飞舞,确实壮观。但仔细观察,产线换型时间居然要四个小时——四个小时啊!旁边一条半自动线,几个熟练工,半小时搞定。厂长跟我抱怨自动化不靠谱,我没好意思说:不是自动化不靠谱,是你们把它用成了昂贵的积木。
工业自动化这行,最怕的就是把手段当目的。真正能产生价值的自动化,永远是从痛点里长出来的,不是从展厅里搬回来的。这几年见惯了各种“无人车间”沦为摆设,觉得有必要泼泼冷水,聊聊那些发布会上不讲的东西。
自动化不是万能药——我们曾盲目追赶
前几年“黑灯工厂”的概念火得一塌糊涂,好像不投几条全自动产线就落伍了。我参与过一个汽车零部件项目,花了两千多万搞全自动装配线,结果呢?产品批量小、型号多,每次换型工程师调程序就得一天,OEE从来没超过50%。车间主任偷偷跟我说,还不如原来那帮老师傅的手动流水线。❗ 这就是典型的“为了自动化而自动化”——忽略了产品生命周期和批量这个最基本的约束。
现在行业里慢慢清醒了。我最近在浙江看到一些很聪明的做法:他们用协作机器人做单元式自动化,一个工位解决不了的,先解决一半,剩下的让人工辅助。这种“人机混线”模式,投资回收期短得让人惊喜。💡 关键是回头算账:不是看省了几个人,而是看整体产出效率和灵活性提升了多少。

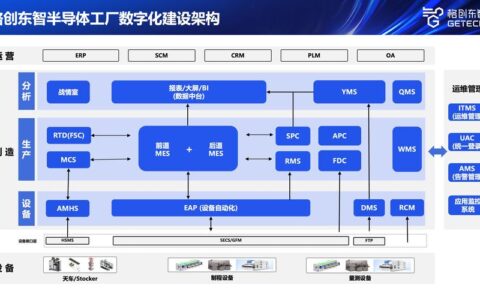
数据孤岛?让设备说同一种语言
上个月去苏州一家注塑厂,他们上了MES和SCADA,但每台注塑机的数据接口都不一样,有的走OPC UA,有的还只有Modbus,更老的设备连网口都没有。集成商吭哧吭哧写驱动,三个月没搞定。厂长急了,差点撵人。我问他,为啥不先搞边缘计算网关做协议转换?他一脸茫然。
这种事太常见了。很多工厂的自动化基础是“斑驳”的——不同年代、不同品牌的设备堆在一起,数据打通比登天还难。✅ 我的建议粗暴简单:新购设备必须要求厂家提供标准协议接口,最好直接支持MQTT或OPC UA over TSN。老设备也别扔,加个边缘网关把数据采上来,再统一上云或送到MES。不然你的智能制造就是纸上谈兵。
问:我们工厂设备太杂,有的连PLC都没有,怎么采集数据?
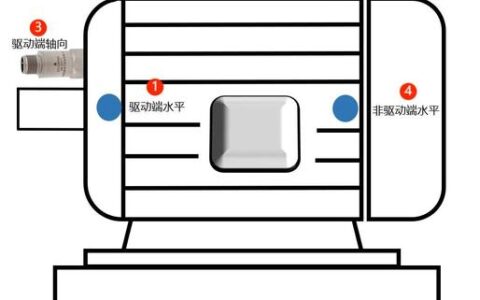
答:这类设备通常只能靠外接传感器了。比如电流互感器测电机状态,振动传感器监测轴承,甚至用视觉识别指示灯颜色。把传感器信号接到一个有边缘计算能力的RTU里,再转换成标准协议输出。虽然精度差些,但总比两眼一抹黑强。

柔性制造的真功夫,不在机械而在调度
去年去德国看汉诺威展,最大的感触:他们的自动化展商都在谈软件,我们国内还在拼机械手的节拍速度。不是说速度不重要,而是当产线需要应对越来越多的定制化需求时,大脑比胳膊更重要。
举个实例。我帮一家钣金厂做过优化,他们上了自动料库和激光切割机,加工效率很高,但订单一杂,找料、排产就乱套。后来我们没加硬件,只上了一套高级排产系统(APS),结合MES反馈的实时机台状态,把换模和切割顺序优化了一下,设备利用率从62%提到85%。这就是数字化的威力,花的钱还没买一台新设备多。
问:我们想搞柔性产线,但是APS这类软件太贵了,小企业买不起怎么办?
答:确实是个问题。可以试试开源或者轻量级的排产工具,比如用Python写个基于规则的调度脚本,配合Excel的数据。虽然比不上商业软件的功能,但针对特定产线,往往能解决80%的问题。关键是先培养数据思维,别一上来就想一步到位。
还有另外一个容易被忽略的点——标准化。很多工厂连物料编码都没统一,一个螺丝有三四种叫法,想柔性也柔性不起来。这是基本功,没捷径。
现在不少人在谈数字孪生,仿佛建个3D模型就万事大吉。实际上,没有实时数据驱动的数字孪生,就是个动画片。真正能用的数字孪生,必须和产线PLC、传感器实时联动,用来做仿真验证或预测性维护。💡 这一点上,西门子和罗克韦尔的前瞻布局值得学习,他们把自动化硬件和仿真软件深度绑定,已经形成了不小的生态壁垒。

写了这么多,可能有点散。不过工业自动化本来就很难用一个条框框住。回到开头那句话:别把技术神话,也别走到另一个极端一味排斥。找最适合自己的节奏,解决实实在在的瓶颈,哪怕只是给老机床上个数据采集模块,也是踏踏实实的进步。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:工业自动化的冷思考:那些年我们踩过的坑,换来的实诚建议 https://www.dachanpin.com/a/tg/58383.html