伺服电机这玩意儿,书本上的理论和车间里的现实,完全是两码事。
比如,惯量匹配。书上说负载惯量比最好小于5:1,对吧? 可实际呢? 我做过的那个高速贴片机项目,负载惯量比到了8:1,照样跑得又稳又准。为什么? 因为我把速度前馈调到了极致,还牺牲了点定位时间。 这里面的门道——不是简单的数字能说清的。
选型的第一大谎言:只看功率和转速
很多工程师选型,第一步就错了。 他们盯着功率和额定转速,像买菜一样:“老板,来台1kW的伺服!”——这能不出问题吗?
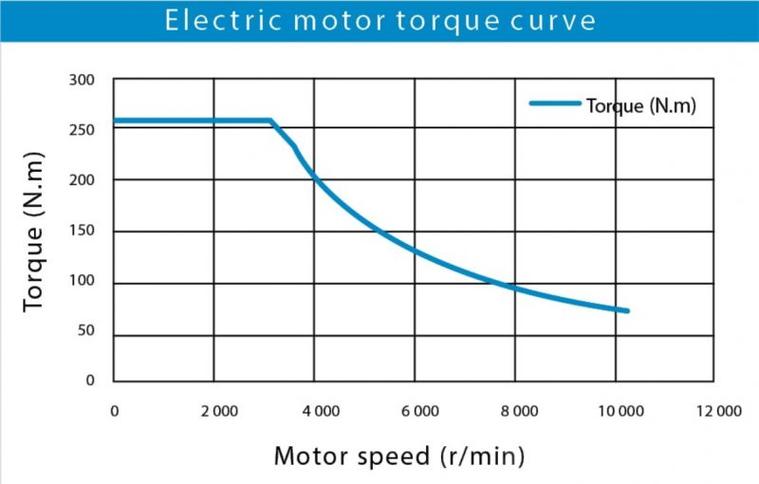
我前年帮一家3C电子厂改造生产线,他们原来的电机频繁烧毁。 一看参数,扭矩特性曲线压根就没看过。 那款电机在3000rpm时扭矩已经跌了一半,可他们的工艺偏偏要在2800rpm时猛出力。
💡 选型时,必须盯着扭矩-转速曲线,尤其是你常用工况下的那个点。 还有,热时间常数——这东西手册上往往藏在角落里。 短时过载能力,不是铭牌上那个冷冰冰的数字。 有一次,我选了一款带绝对式编码器的型号,省去了每次上电回零的麻烦,结果老板嫌贵,最后换了增量式…… 哎,后来回零撞块磨损引起的位置偏移,让他们报废了整整一批产品。
说实话,我更喜欢用低压伺服,比如48V或60V的,尤其是在AGV和移动机器人上。 抱闸也很关键。 垂直轴应用,没有抱闸? 那是做梦。 但是,抱闸的响应时间——你没注意过吧? 有些便宜货,断电后延迟几十毫秒才抱住,那点时间里,负载可能已经滑下去了。
调试时的情绪过山车:从振荡到微米级精度
伺服调试,是最能让人崩溃的事儿。 增益调高了,呜呜呜尖叫声,整台机器都跟着颤。 调低了,响应慢得像老牛拉车。
先调电流环,再调速度环,最后是位置环——这个顺序不能乱。 但总有新手上来就把位置比例增益拉满,然后问我为啥电机跳舞。
有一次,一台直线电机驱动的检测平台,定位噪声很大。 我们折腾了三天,换了驱动器,改了滤波器,最后发现——编码器分辨率选低了! 0.5微米的重复定位,用了1微米分辨率的编码器,算法再怎么补偿都白搭。 气得我直拍大腿。
❗ 这里有个经验:前馈是你的朋友。 速度前馈能大幅减小跟随误差,转矩前馈在变负载场合简直是救星。 别忘了陷波滤波器——机械共振的克星。 我一般先用驱动器自带的扫频功能找到共振点,然后手动微调陷波深度和宽度。
你可能最关心的几个实际问题(QA)
问:伺服电机异响,但还能转,是怎么回事?
答:先别急着拆轴承。 八成是增益的问题,或者机械装配的同心度不好。 你用听诊器听一下,如果声音像磨牙,那可能是联轴器松动或电机与丝杠不对中。 如果是高频啸叫,大概率是驱动器参数没调好,马上降增益。 还有,刚性设定过高也会导致共振,在驱动器里找到自动调谐功能,让它跑一遍看看效果。 我遇到过最诡异的一次,异响居然是电机动力线被强电磁干扰,导致电流波形畸变——换了屏蔽线马上安静了。
问:伺服电机过载报警频繁,但工艺人员说负载没变,怎么查?
答:工艺人员的话……信一半就好。 用调试软件监视转矩实时值和电流波形。 很多时候是机械部分磨损了,比如导轨缺油、丝杠预压变化,导致摩擦力陡增。 另外,加减速时间设置得太短,峰值扭矩会飙得很高。 如果工艺确实没变,那你需要重新做惯量辨识,可能是机械结构松动,导致负载端等效惯量变化了。 还有一种极端情况:电机的散热风扇坏了,或者环境温度太高,电机磁钢退磁倾向加重,出力能力下降。 别只盯着驱动器,拿到手摸摸电机温度,烫得不能放手? 那就是了。
说到这儿,其实很多现场问题,根源都在选型阶段的疏忽。 比如,你用的电缆是不是拖链专用的? 普通电缆在频繁弯折下,绝缘层破损,就会偶尔短路,报出各种稀奇古怪的故障。 我见过有人把动力线和编码器线绑在一起走,干扰问题搞得人神经衰弱。 所以,屏蔽、接地,这些看似基础的东西,反而是高精度设备的天花板。
最后说一点,关于总线。 EtherCAT、PROFINET、甚至Mechatrolink,各有各的脾气。 你选脉冲控制还是总线控制? 如果轴数多,果断总线,别省那点钱。 但总线通讯周期设置不当,也会引起抖动。 一般伺服周期设成1ms,但对高速应用,得下到125us甚至更低。 有一次我调一个多轴同步应用,使用电子凸轮功能,主轴从轴之间的同步误差老超限,最后发现是交换机引起的延迟抖动——换个带QoS功能的工业交换机解决了。 这些经验,书本不会教你,都是血泪换来的。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:伺服电机选型与调试:那些老师傅不愿多说的细节 https://www.dachanpin.com/a/tg/58417.html