上周三,一个老客户冲我发火:“六西格玛那玩意儿就是纸上谈兵!我们花了几十万培训,结果合格率纹丝不动!” 我听完没吭声。带他到车间转了一圈,指着他们那台老掉牙的磨床说:“你们连测量系统都没做过分析,量出来的数据全是噪声,DMAIC能有用才怪。” 他愣了。说实话,这种场景我见得太多了。
很多企业把六西格玛当成万能药,出了问题就搞个DMAIC项目,流程走一遍,PPT做得比谁都漂亮——然后呢?毛用没有。但这锅真不该让DMAIC来背。关键是,你得懂它到底怎么玩儿,而不是照本宣科。
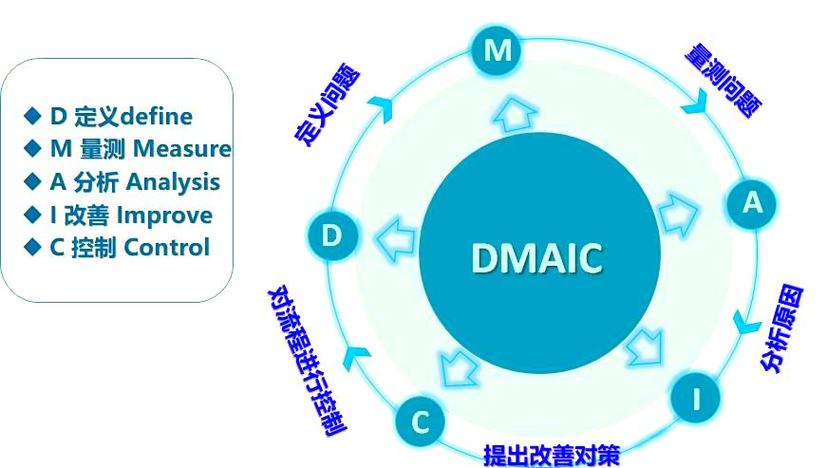
一、Define阶段:问题定义不对,后面全白费
所谓定义,说白了就是搞清楚你要解决什么。可多数项目在这儿就栽了跟头。什么“提高产品质量”“降低缺陷率”……这都是废话!定义必须量化,必须跟钱挂钩。比如:“降低A型号轴承圆度不良率,从0.8%压到0.2%,年减少废品损失至少40万。” 这样才叫定义。要不然,你连目标都说不清,后面五个阶段跑下来岂不是鬼打墙?
我一般要求团队开项目时,必须画SIPOC图(供应商—输入—流程—输出—客户)。别看简单,这东西逼着你把边界卡死。有一次给一家汽配厂做项目,他们吵了两天才把“客户”定下来——到底是下道工序,还是终端车主?最后发现,内部客户的要求完全理解错了。你看,这么基础的环节都能出岔子。
问:DMAIC和普通的问题解决方法(比如PDCA)到底有什么区别?
答:好问题。PDCA更侧重持续改善,但DMAIC加了个关键的Measure和Analyze阶段,逼你用数据说话。PDCA可以靠经验,DMAIC不行,你必须证明改善是真的,不是碰运气。特别是在流程能力比较差(Cpk低于1.33)的时候,DMAIC的优势很明显——它强迫你找到根因,而不是瞎试。不过话说回来,很多小问题真没必要上DMAIC,杀鸡用牛刀。
二、Measure阶段:数据收集是门手艺,不是按个按钮
到这步,核心是确保你看到的数据是“真”的。测量系统分析(MSA)十个项目有九个不做,或者走过场。我见过最离谱的,一家做电子连接器的公司,卡尺用了五年没校准,量具的GR&R(重复性再现性)一算,85%的变异来自测量!你拿这种数据去做分析,能得出正确结论才有鬼。
另外,数据收集计划得考虑分层因子。什么时候抽样?哪个工位?操作员是谁?这些不记下来,后期分析就抓瞎。我特别喜欢用控制图在测量阶段先看看过程是否稳定。如果不稳定,先别急着改善,把特殊原因解决掉再说。不少项目死就死在拿着不稳定的数据去做假设检验,结果误判。
问:小企业没资源搞DMAIC,但想学点精髓,有什么建议?
答:其实DMAIC很多工具可以单独用。比如鱼骨图和因果矩阵,白板就能画,但真能帮你理清思路。还有FMEA(失效模式与效应分析),预防问题比救火强一千倍。实在不行,就记住“用数据说话”这四个字,别拍脑袋。当然,统计软件可以不用,但基本的Cp/Cpk还是得学,否则你连自己过程烂在哪都不知道。对了,千万别迷信绿带黑带那些认证,我见过太多持证者连标准偏差都讲不明白。
三、Analyze阶段:别当跑数据的工具人
分析阶段最忌讳的就是过度依赖软件。点一下“生成报告”,Minitab给你一堆P值,然后就嗨了——“这个因子显著!” 且慢。你得先想想数据是否满足假设条件,残差图正常吗?更重要的是,去现场蹲点。有一回,我们分析发现压力参数对缺陷有显著影响,但现场一看,压力表的位置根本不对,读数是错的。如果只坐在电脑前,能发现这个?
我常用多变量分析或红X策略来缩小嫌疑因子。当然,试验设计(DOE)是改进阶段的利器,但分析阶段至少得把关键少数揪出来。还有,别忽视常识。因为一个工程师说“夏天问题多”,我们查了温湿度记录,果然,空调坏了两个月没人报。这事儿,根本用不着高深的统计。
四、Improve阶段:别整太复杂的方案
找到了根因,改进方案务必简单粗暴。我见过一个团队搞了个复杂的自动调节系统,花了八十万,结果操作工用不惯,一年后彻底废弃。冤不冤?其实调个垫片就能解决的事,非得上AI。六西格玛强调的是防错(Poka-yoke),把设计改到不容易犯错,而不是靠培训和纪律。
当然,试验设计(DOE)在寻求最优参数时确实好使,但一定要结合实际可行性。有一次我们用DOE找到了最佳的注塑温度和保压时间组合,良率从95%飙到99.5%,但前提是模具精度也得升级。所以改进措施常需要多部门协同,别死守在质量部那一亩三分地。
五、Control阶段:这才是见真章的时候
改善容易维持难。控制计划写了厚厚一本,但现场执行就是另一回事。我每个项目结束后必须去“偷袭”车间,看他们到底有没有按照控制图打点。有一次,发现检验员图省事,提前把一星期的点都画完了——这不是骗自己嘛!
真正有效的控制,是把关键参数变成标准作业的一部分,并且用防错装置锁定。比如在装配线上加个传感器,尺寸不对自动停机。单纯靠SPC控制图,如果管理者不巡视,很容易沦为摆设。对了,别忘了定期的流程审核,至少前三个月要死死盯住。
问:控制阶段结束后,指标又倒退了怎么办?
答:先别慌。倒退往往说明根因没找全,或者有新的变异源进来了。重新走一遍DMAIC的测量和分析流程,但速度可以更快。有时候,一个快速Kaizen就能解决问题。另外,控制图的上下限别一成不变,过程改进后应该重新计算。很多企业把控制界限当圣旨,几年不变,那还控制个什么劲儿。
写在最后
六西格玛活到今天,被太多人神化又被太多人妖魔化。它就是个工具箱,用好了犀利,用歪了伤己。我反感的是那些培训机构的套路——让你误以为拿了绿带就能升职加薪,却不去车间摸一手油。DMAIC每一步都得扎扎实实,有时候一个Define阶段就要花掉项目时间的30%,不丢人。因为方向错了,跑得越快死得越快。
如果你真有心试试,建议挑个Y(关键质量特性)清晰、范围可控的小项目起步。别想一口吃成胖子。持续改善这词儿不是挂在墙上的标语,是刻在骨子里的倔强。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:六西格玛(DMAIC)被妖魔化了?我在车间用它解决了一个10年顽疾 https://www.dachanpin.com/a/tg/59178.html





