干了二十年车床,最烦的不是公差紧,而是那要命的振动。吱吱嘎嘎,像指甲划过黑板,工件表面全是波纹,刀具没几分钟就崩了。烦。真烦。可你拿它没办法?不,有招。
上周有个小伙子,刚入行三年,跑来问我:“师傅,我这精车怎么老振刀啊?参数都按教科书调的。” 我瞄了一眼他的活儿——细长轴,伸出来老长,中心架也不架,转速还飙得挺高。这不振才怪。说实话,车削加工里的振动问题,九成都是常识性错误,还剩一成是设备真不行了。
振动的本质:它不是玄学,是共振
一提到振动,很多人就往刀具上赖。换一把刀,不行再换一把。其实根源往往不在那里。车削加工系统——机床、夹具、刀具、工件——本身就是一个弹性体,有固有频率。当切削力的波动频率和它撞上了,就颤振。颤振是自激振动,一旦起来就停不住,除非你改变条件。
我见过最离谱的案例:一台新买的数控车床,车一个薄壁套,振得跟筛糠一样。厂家来调了一天,又是调主轴间隙又是紧地脚螺栓,最后发现是刀杆悬伸太长。悬伸径长比超过4倍,刚性急剧下降,神仙也难救。后来换了粗刀杆,立刻稳了。所以啊,别一上来就想什么高大上的模态分析,先看看最基础的刚性够不够。
实战对策:从最简单的试起
✅ 刀具悬伸调最短:这是第一反应。能缩多短缩多短,哪怕让刀架蹭到工件边缘,只要不干涉。有时就差那10毫米,振动就没了。别笑,这是血泪教训。
✅ 降低切削参数:特别是切深和进给。很多人死磕高转速,以为快就好。其实车削加工的稳定性有个“Lobe图”,在稳定区域即便切深大也可能不颤。降转速是常见招数,但更有效的是增大进给!增大进给能提高切削阻尼,抑制振动。这有点反直觉,对吧?
✅ 换几何角度:改用正前角、大主偏角的刀片。比如从45度换成95度主偏角,径向力大幅降低,对细长轴特别有效。刀尖圆弧半径也别太大,小R0.4比R0.8稳多了。涂层也有影响,TiAlN涂层摩擦系数低,可以减少切屑黏连引起的力波动。我偏爱物理气相沉积的,针对不锈钢和高温合金时尤其明显。
💡 一个小窍门:如果零件结构允许,先粗车掉大部分余量,释放应力,再精车。应力引发的变形会反馈为振动源。另外,加跟刀架或中心架是最笨也最可靠的办法。别嫌麻烦,装上去瞬间世界清净了。
QA:你最想问的那些车振难题
问:我车出来的表面有规律的螺旋纹,是不是振动?
答:不一定。规律螺旋纹多数是进给机构毛病——丝杠间隙、主轴窜动,或者刀具后角蹭到了已加工表面。但如果你听到明显的“嗡嗡”声,并且纹路深浅交替,那就是振动无疑了。纹路间距如果和转速除以振动频率吻合,就能确诊。比如转速1200转/分,振频200Hz,每转振纹就有1200/200=6条。数一数纹路,对得上就认命吧,是颤振。
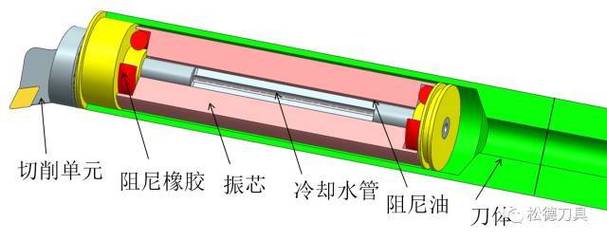
问:减振刀杆真的管用吗?太贵了。
答:管用!特别是镗孔和车细长外圆。内部有调谐质量阻尼器,能吸收特定频率范围的能量。但注意,减振刀杆针对的频带有限,如果你车削工况的颤振频率超出那个范围,效果就打折。买之前最好跟厂家沟通你的工件材料、悬伸比、常用参数。不过话说回来,一个减振刀杆几千块,比起干废一批活,还是划算的。我床子上常备两把,一把标准,一把减振,换着来。
问:切削液能防振吗?
答:间接有用。切削液主要降温和润滑,减少切削力,尤其加工铝合金、不锈钢时,润滑好可以抑制积屑瘤,积屑瘤的不规则脱落会引起振动。但别指望它根治刚性不足的振动。该加中心架还得加。另外,高压内冷现在挺流行,对断屑和冷却好,也稳定切削力曲线。
数字化手段:别靠耳朵猜了

现在都2025年了,别再凭感觉调参数。很多数控系统自带颤振检测,通过主轴功率波动或加速度传感器实时反馈。一些第三方软件能生成稳定性叶瓣图,输入机床动态特性、刀具参数,直接算出无颤振的转速-切深组合。上次帮一家航空零件厂调机,用便携式加速度计一测,发现主轴轴承固有频率正好落在常用转速的谐波上,换了轴承备件后振动消失。这种基于数据的诊断,比瞎子摸象强多了。当然,对小厂来说,买这些设备不现实。那至少弄个手机频谱分析App,贴着主轴箱听听,看振动频率是否和主轴转速的某个倍数相关,能帮你判断是强迫振动还是自激。强迫振动多半是动平衡、皮带轮、齿轮问题,自激才是切削过程自身引起的,处理方向完全不同。
材料与装夹:根源性预防
有些工件天生爱振。比如钛合金,弹性模量低,回弹严重;又比如高温合金,切削力大且热集中。这时候,夹具设计就是艺术。我曾车一个壁厚2毫米的Inconel718圆筒,直接用软爪包住外圆,接触面越大越好,还用了一种含碳纤维的阻尼材料垫在爪下,才把振动压住。常规的液压卡盘如果压力调得太大,工件变形,松开后圆度超差;压力太小,夹不紧又打滑。得反复试。总之,车削加工的振动控制是个系统工程:刚性是基础,参数是辅助,特殊刀具是加成,而数字化是眼睛。每次遇到新活,都得多问自己几个为什么。
最后啰嗦一句:别怕实验。大胆调参数,细心听声音,看铁屑颜色、形状。经验都是振出来的,不崩几把刀,怎么成长。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:车削加工中的振动:别再忍了,这些招数真管用 https://www.dachanpin.com/a/tg/59616.html