干了二十年模具,昨晚还在为一个深槽清根的事儿头疼。铣刀下不去,放电来救场——可别以为EDM就是根救命稻草,用不好它比女朋友还难哄。💡
说实话,第一次看电火花加工,我内心是拒绝的。那噼里啪啦的声响,油污弥漫的车间,还有电极损耗造成的尺寸飘移…谁爱干谁干。可等到高速铣也啃不动的硬骨头摆上台面,你才会发现这玩意儿的不可替代性。电火花加工(EDM)本质是靠着脉冲放电的高温来蚀除金属,跟材料硬度没半毛钱关系——淬火钢?硬质合金?钛合金?通吃。这就是它能活到今天最大的底气。
别把EDM当成“万能补锅匠”
很多刚入行的兄弟,看见复杂腔体就想着上电火花。诶,这思路不对。❗ EDM的加工效率,说客气点是“优雅”,说难听点就是慢得让人想砸机床。一个简单的方槽,用立铣刀可能几分钟完事,换成放电加工,你得先做个电极——石墨的、紫铜的,还得考虑减寸量——再装夹、找正,然后泡在介电液里滋滋滋几个小时。时间成本?单件打样还行,量产你得哭。
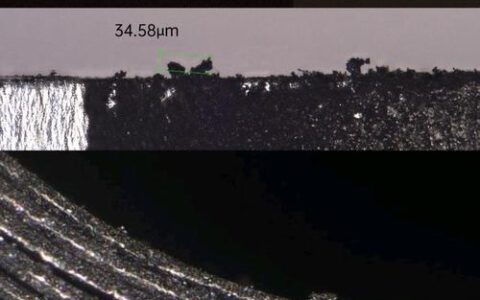
不过话说回来……有些活儿,除了它还真没辙。比如前段时间给医疗器械客户做微型接骨板上的异形孔,0.3mm直径,深度8mm,长径比快30了,普通钻头下去就断。这时你就得请出微细电火花加工(Micro EDM),电极细得像头发丝,靠旋转和Z轴进给一点一点啃出来。出来的孔壁粗糙度能到Ra 0.4,还带点微小的重铸层——后面还得抛光,但至少它做得出来啊。
电极、参数与介电液:三个让你头疼的变量
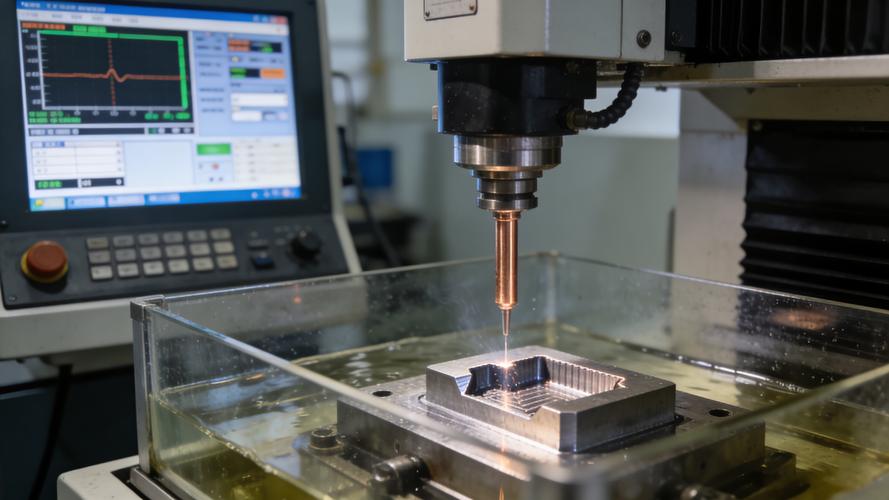
去年我们车间买了台新的CNC电火花成型机,带自动换电极库的。以为可以躺平了?恰恰相反。🤦♂️ 第一次加工一个多台阶型腔,用了厂家推荐的工艺参数,结果侧壁锥度超差,电极拐角损耗严重,重新做了三次电极才勉强合格。后来摸透了,放电参数里的脉宽、休止、峰值电流必须跟电极材料和工件材料联动调整。紫铜电极低损耗但加工速度慢,适合精加工;石墨电极速度快,适合粗加工,但边角容易崩,得用负极性加工。这些经验,工艺手册不会告诉你。

说到介电液,又是一个大坑。很多小厂为了省钱,一池子火花油用到黑得透光率只剩一半,还接着用。结果呢?加工不稳定,碳渣堆积导致二次放电,表面烧伤,尺寸一致性崩盘。✅ 我们的做法是:配上离心过滤,每周测闪点,每季度彻底换。成本是高了,但客户审计时拿得出的检测报告比什么都管用。毕竟现在给新能源车企供的精密模具,型面要求10微米以内,你糊弄它它就糊弄你。
线切割与成型放电:一对性格迥异的兄弟

行业内常把EDM分成两类:线切割放电加工(WEDM)和成型放电加工(Sinker EDM)。前者靠走丝,就像一把无形的锯子,切通孔通槽,还能割出匪夷所思的锥度。后者靠成型电极,专攻盲孔、复杂型腔。两者原理相通,但应用场景完全不同。有一次我需要做一个斜顶槽,本想用慢走丝一次割出来,但槽底有个R角是异形面,线切割使不上劲。最后方案:线切割粗割,留0.2mm余量,再用成型电极放电清角。虽然多了道工序,但精度稳稳控在0.01以内。这大概就是制造里的妥协艺术吧。
问:我准备采购一台EDM机床,到底是买浸油式还是冲油式?哪个更实用?
答:看你的活儿。浸油式(油槽整体浸没)加工稳定性好,排屑均匀,适合深腔、多台阶零件。冲油式(喷嘴局部冲液)结构简单,装夹方便,适合浅型腔或大批量小件。现在中高端机大多是浸油为主、冲油辅助,硬要二选一的话,精密模具优选浸油方式,别省那点油钱,精度和表面质量会回报你。
问:为什么我加工出来的表面总有异常放电的坑点?
答:十有八九是排渣不良。检查介电液洁净度、冲液压力是否足够,电极和工件是否在加工中产生了积碳。另外,试试降低脉宽和峰值电流,增加休止时间,让消电离充分些。有时候换个品牌的火花油都有惊喜——别笑,真事儿。
最近行业里还有个趋势:绿色EDM越来越多被提及。水基介电液、干式放电在部分场景下开始应用,虽然还没成为主流,但环保压力摆在那里。我们尝试过在某个铝合金零件加工中用去离子水代替煤油,电极损耗增大了,但车间味道好了不止一点,工人挺高兴。后面打算联合供方做做参数优化,说不定哪天就能大规模推广。
其实话说回来,电火花加工这门手艺,到今天都七八十年了,没被淘汰自有道理。它不是万能,但在硬、韧、异型这三个维度上,至今难有匹敌。你问我爱不爱它?深夜守着机床等最后一轮精加工时,心里骂过一百遍;可当一张完美的电极放电完毕,型腔在灯光下泛着均匀的亚光面时,那种满足感——啧,还挺上头的。
最后啰嗦一句:尊重工艺,尊重数据,别老想着抄近道。EDM的每一个缺陷都在提醒你,制造这事儿,急不得。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:电火花加工(EDM):精密制造的“电蚀”艺术与现代实践 https://www.dachanpin.com/a/tg/59647.html