说实话,干机械加工这么多年,最头疼的还不是订单少,是设备买回来才发现不对劲。上个月隔壁老王的厂里就出了这事儿——花几十万上的激光切割机,切个8mm碳钢,断面跟狗啃的似的,调了半个月参数,最后发现是选型时没注意焦点控制。
。可CO2那玩意儿维护成本高啊,光电转换效率还低,工厂里嗡嗡作响,夏天一开那电费……啧啧。所以现在大多数钣金厂都倒向光纤了,但如果你专门切非金属,比如亚克力、木板,那还是得CO2,光纤切透明材料根本不行——波长决定了吸收率,这物理规律谁也改不了。
还有个隐藏坑:辅助气体。氮气切割不锈钢,切口亮白漂亮,但一瓶氮气多少钱?比氧气贵好几倍。切大批量薄板,老板一看辅料成本,脸都绿了。所以有些厂悄悄用压缩空气,切出来发黄,客户不接受,又回来投诉。这些真事儿,不遇上不知道。
。很多人觉得喷嘴不就是个铜疙瘩嘛,有啥技术含量?其实错了。切割厚板,焦点位置稍微跑偏一点,就gg。还有镜片脏了,激光衰减得厉害,还在那儿傻调参数。💢
所以维护这事,真心不能偷懒。每天开机前花五分钟检查镜片、喷嘴、保护窗,比事后修机器划算一万倍。这里插一个实用问答:
答:先别急着调功率速度。首先确认焦点位置是不是偏上了?厚板一般焦点要在板材内部甚至偏下一点。其次看辅助气体压力够不够,氧气切割时纯度非常重要,99.5%以下的氧气就别用了。再者检查喷嘴有没有磨损,孔径变大后气流发散,吹不走熔渣,挂渣自然严重。最后看一眼割嘴到板面的距离,如果跟随不好,忽高忽低,那也得查查电容传感器。这些排查顺序搞对了,十有八九能解决。
说到跟随,有些国产低端机,那个随动头跟喝醉了一样,切波浪板材就撞头,那叫一个闹心。所以选型时哪怕贵点,
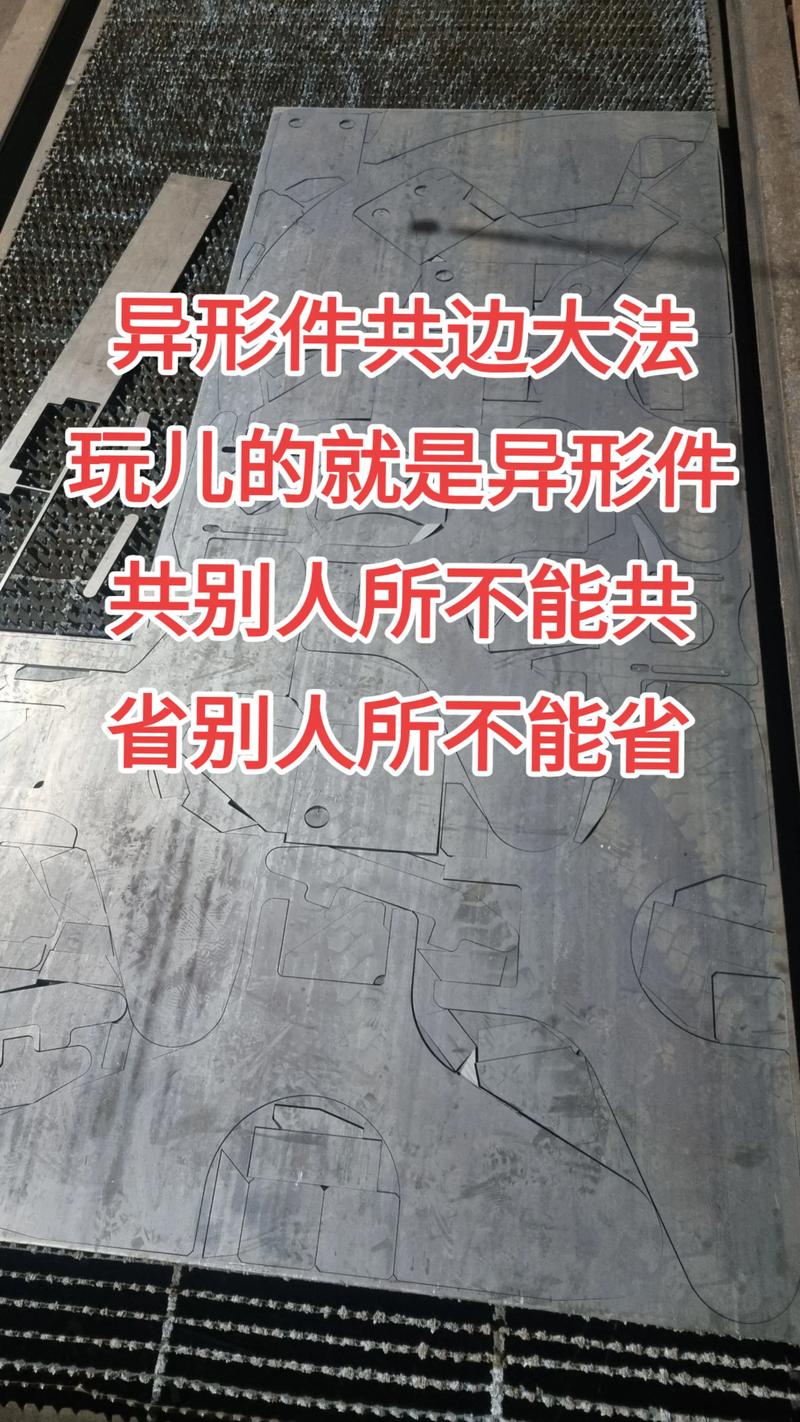
激光切割玩精了,能省不少钱。比如共边切割,排版时把两个零件的边重合,一条切缝加工出两个件,省气省时。还有桥接,留个微连接,防止小件掉到废料斗里卡住。这些技巧,软件里有,但很多操作工压根没用过。❗️ 软件是死的,人是活的,多琢磨,效率就出来了。
还有个让人又爱又恨的东西:穿孔。切厚板时穿孔方式选错了,板子没切先裂了。我见过有人为了快,用连续穿孔,结果爆点把喷嘴都炸没了。现在主流都是用脉冲穿孔,特别是切不锈钢10mm以上,必须用渐进式穿孔,不然等着返工吧。💥
答:看情况。如果你只切薄板金属,那果断换光纤,省电省维护,切得更快。但如果你有切厚板(比如20mm以上碳钢)的需求,而且对断面质量要求极高,CO2往往能切出更垂直、更光滑的断面,因为长波长和气流特性不同。另外切割非金属,CO2更是无可替代。所以别盲目跟风,根据自己常接的订单来。我还见过一些小厂保留一台CO2专切异形件,光纤跑量,搭配着来,精明得很。
话说回来,激光切割这行技术迭代真的太快。去年还在比12kW,今年就出20kW了,过万瓦的机器切薄板跟切纸一样。可功率上去了,对操作员的要求也高了。以前半桶水就能混混,现在不会调动态功率曲线、不懂穿孔时间补偿,那只能天天叫售后。我常跟徒弟讲,
。
最后想说点掏心窝的话。买设备别光看参数,去实地看切割效果,带上自己最常用的板材,当场切。还有售后响应,有些牌子卖的时候热情,真出了问题,三天不见人,急得你跳脚。多和用过的人聊聊,比看广告强。👍
总之,激光切割是个系统工程,从选型、安装、调试到工艺优化、维护保养,一环扣一环。少交智商税,多从实践中总结经验,才是正道。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:激光切割实战手册:从选型到工艺,别再交智商税了 https://www.dachanpin.com/a/tg/59651.html