六西格玛?听起来高大上,对吧?但在我眼里,它就像一台精密机床——你给它烂材料,它只能产出烂零件。尤其是DMAIC里的M阶段,多少人摔在这儿。说实话,我见过的失败项目,至少一半栽在测量上。
定义阶段:老板的雄心,工程师的噩梦
项目启动会上,领导大手一挥:“把不良率降到零!”——然后呢?Y指标是“顾客满意度”?还是“交付准时率”?定义模糊的项目,后期全是口水仗。有一次我接手一个所谓的“降低焊接缺陷”项目,连缺陷分类都没统一,操作工自检记录和外检报告根本对不上。💡记住,D列(定义)不写清楚CTQ(关键质量特性),后面的MAI都是瞎忙。
而且你得拉着质量、生产、工艺的人一起定范围,别一个人闷头写章程。否则等他发现你要动他的一亩三分地,那阻力…啧啧。
测量阶段:数据不会说谎——但人会
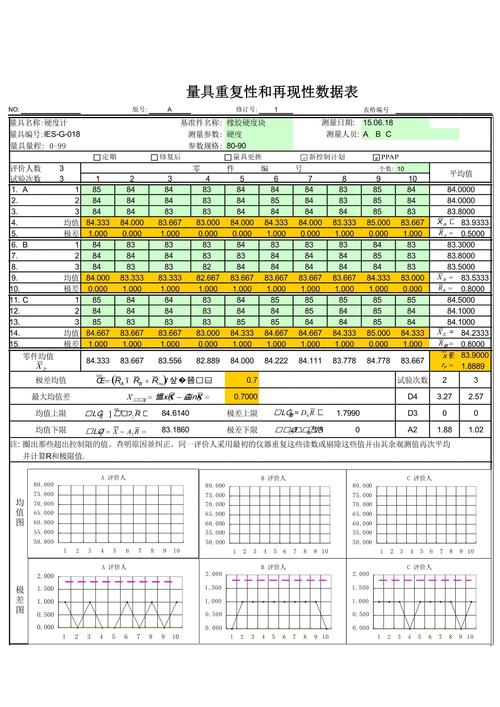
你信不信?有些工厂的测量系统分析(MSA)就是走过场。量具重复性再现性(GR&R)报告造假比生产进度造假还容易——反正客户来审核,看一眼数字合格就过了。可实际上呢?用一把失真的卡尺量出来的过程能力,和算命有什么区别?
真的,我见过最离谱的一次,一个缸体孔径的GR&R高达40%…他们还坚持说过程稳定。稳定个鬼!后来换了气动量仪,缺陷率直接下降一半。数据质量不行,后面所有分析都是空中楼阁。❗
问:我们产线装了SPC在线检测系统,但操作工老嫌报警太频繁,直接关掉了,怎么办?
答:这太常见了。报警频繁是因为控制限设置不合理,或者过程本身就不稳定。你该做的是先做测量系统分析,确认数据可靠,然后重新计算控制限。如果是特殊原因导致的波动,赶紧排查根源,别用报警当替罪羊。💡 另外,培训操作工理解报警的意义,比强行规定更有效。别把系统当摆设,它应该是帮你发现问题,而不是制造噪音。
还有个坑:数据收集计划。记得有一次,我们想分析注塑件缩水率与模温的关系,结果收集了三个月数据——全是白班测的,夜班没人管。能分析出什么?数据必须覆盖所有班次、所有机台、所有操作者,否则就是自欺欺人。
分析阶段:别让鱼骨图变成装饰画
不少团队画鱼骨图,人机料法环测全写上,最后标一堆“可能原因”,完了就凭经验挑一个去试。这叫分析?这叫猜。分析要用数据说话,回归分析、假设检验该上就上。哪怕一张简单的箱线图,也比拍脑袋强。
有一次我做项目,团队一致认为“焊丝含氢量高”是裂纹的主因,结果双样本t检验一做,p值0.4,根本不显著。反倒是“焊接速度”的效应明显得吓人。经验是好的,但数据更诚实,这个道理不少人明白,做起来就忘光。🤷
问:我们做了FMEA,也找到了潜在原因,但改进措施总是推不动,怎么破?
答:FMEA如果只在工程师脑子里,那就还是纸面上的东西。你必须把RPN(风险优先数)高的项目,转化成可执行的行动计划,明确责任人、日期和验收标准。最好拉上生产班组长一起定,让他们明白“为什么改”以及“改了对他有什么好处”。纯粹自上而下的命令,十有八九会反弹。另外,改进措施不一定都要花大钱,有时候调整参数、增加防错装置这些低成本方案,反而更容易落地。

还有,别忘了验证。改进方案在实验室里有效,上线后可能因为温度、湿度、节拍变化而失效。所以一定要小批量试点,收集阶段数据,看Cpk是不是真的改善了。
改进与控制阶段:不是贴个控制图就完事了
改进完了,皆大欢喜?太天真。控制阶段才是持久战。我见过最讽刺的例子:一个团队花了六个月优化了热处理工艺,良率从85%提到96%,结果半年后回到88%——因为唯一懂工艺的老师傅退休了,新来的又按老办法调。没有标准作业程序(SOP)固化,没有防错机制,所有成果都会随时间流失。
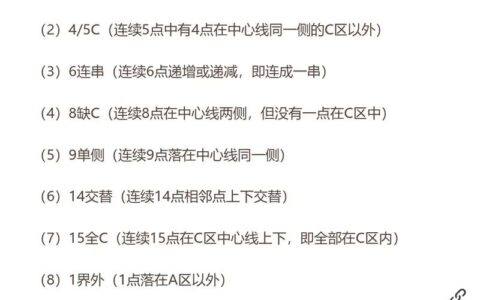
SPC控制图要用起来,但别陷入“为图表而图表”的误区。控制图是给你看的,不是给审核员看的。一旦出现失控信号,必须有人响应。可以设置规则:连续7点在中心线同一侧,就得排查。如果三天两头报警却没人管,那这张图还不如撕了。
六西格玛不是魔法。DMAIC每一步,都得有人真正在乎。数据要真实,分析要较真,改进要落地,控制要坚持。否则,那些漂亮的绿带黑带证书,除了裱起来挂墙上,还有什么用?✅
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:六西格玛(DMAIC)实操陷阱:你的测量系统真的靠谱吗? https://www.dachanpin.com/a/tg/59733.html