上个月去一家精密机械加工厂,车间墙上挂着巨幅“统计过程控制(SPC) 推进看板”,控制图、直方图贴得整整齐齐。我凑近一看——差点背过气去。操作工正在往图上机械地打点,问他“上下控制限怎么来的”,答:“Excel自动算的。” 再问“那超出控制限你采取什么措施?”,他一脸懵:“等检验员来量呗。”
这场景,你熟不熟? 统计过程控制(SPC),一个被无数工厂挂在嘴边、写在文件里,却在现场变成一纸空文的玩意儿。错了,大错特错。SPC根本不是让你画个图交差的。它是活生生的预警系统,是让过程“开口说话”的工具。用好了,它能救命——省下巨额报废损失、避免批量退货。用不好……就是自欺欺人。
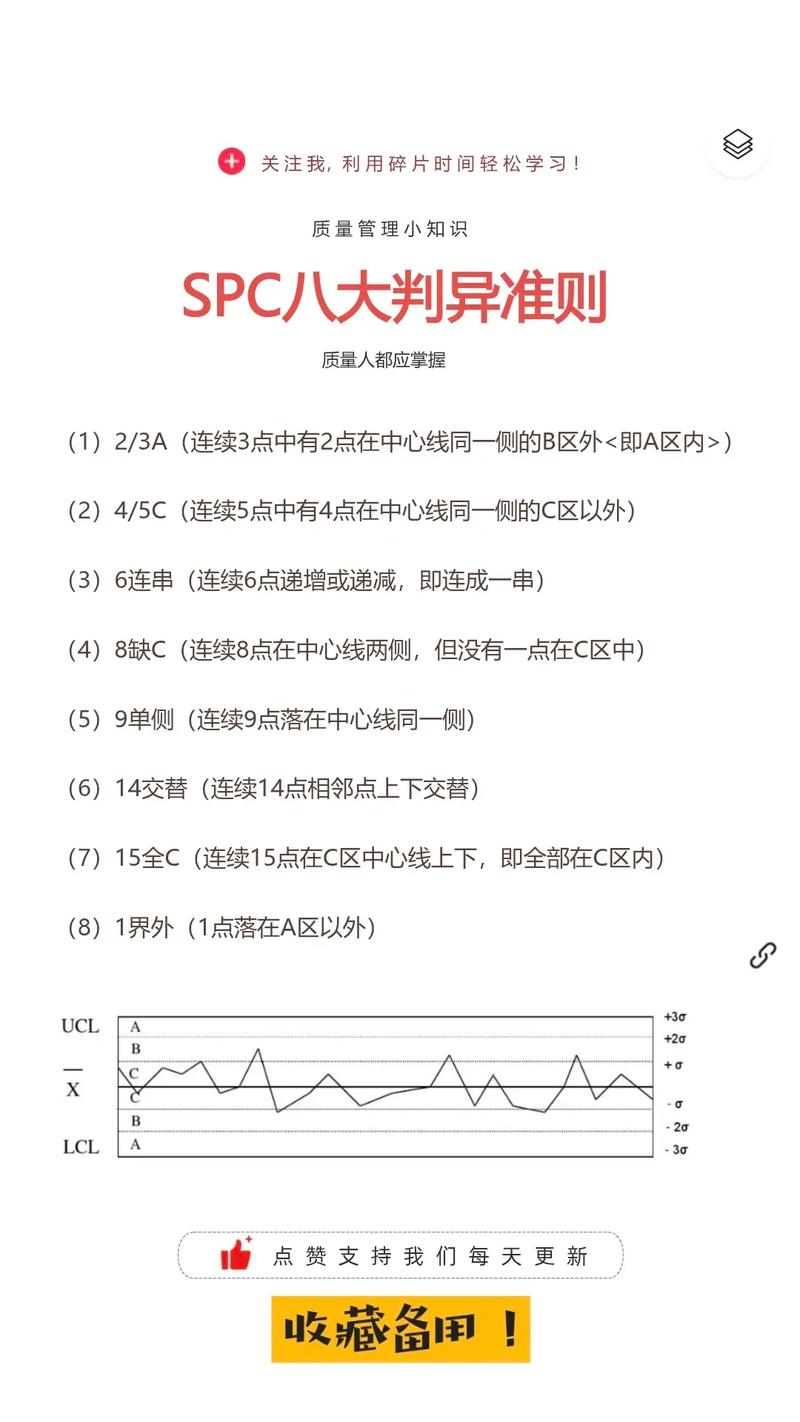
一、SPC不是“死后验尸”,预防才是核心
很多人把SPC等同于一纸控制图。但灵魂在哪?——预防。过程失控之前,数据就会有征兆:出现趋势性漂移、连续七点在同一侧、周期性波动……这些判异准则,有多少操作工背得出?我见过太多工厂,控制图上的点超出界限,居然没有任何反应,继续生产,直到最终检验挑出废品。然后一群人回头翻控制图,恍然大悟:“哎呀,昨天就超了!” 有何用?
SPC的基石是统计理论。过程在统计受控状态下,输出特性服从稳定分布,这时才能谈能力。可现实中,很多过程根本就没受控,却直接算Cp、Cpk,报给客户看。荒唐。休哈特当初设计控制图,就是为了区分“随机波动”和“异常原因”。你连异常都无视,还谈什么能力?
问:控制图上某点超出上控制限,一定是过程出问题了?
答:不绝对。虚发警报概率约为0.27%,但必须立即停产检查,因为概率虽小,一旦是真异常,损失巨大。更可怕的是忽略小概率事件——然后大批量报废。不过,也要结合其他判异规则,比如连续五点上升或下降,哪怕没超限,也表明系统在恶化。说实话,现在很多实时SPC系统已经自动报警,但若人的意识跟不上,报警声也只是噪音。
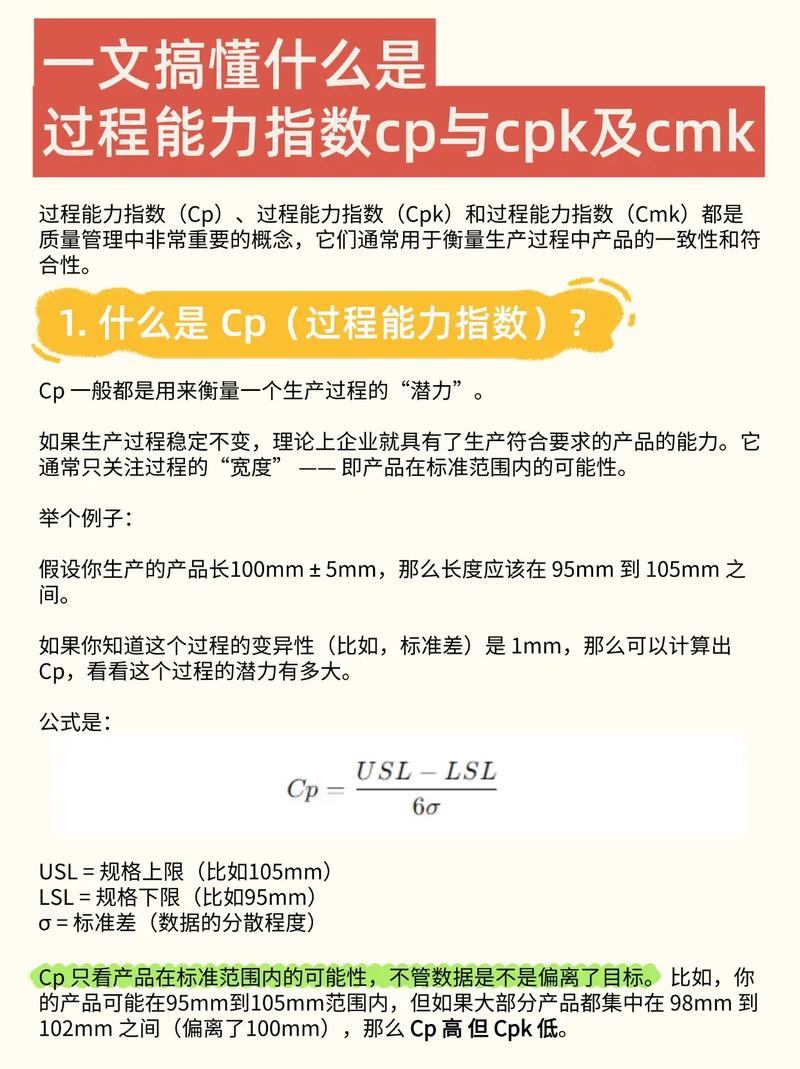
二、Cp、Cpk高就万事大吉?你怕是被数字忽悠了
“我们Cpk达到2.0!” 一个质量经理自豪地说。我看了一眼数据,笑了——取样集中在最好的时段,还剔除了“异常值”。这种“化妆”数据,糊弄客户可以,糊弄生产线等于自杀。Cpk反映短期过程能力,但客户最终感受到的是Ppk,长期实际表现。你Cpk再高,如果过程中心漂移,或者变差随时间扩大,到客户手里的产品照样不合格。
更坑的是,Cpk假设数据正态。你那过程真的正态?很多设备磨损导致的单边偏移,分布是偏态的。直接用Cpk公式,结果毫无意义。这时候不妨看看Cpm——结合目标值,更能反映实际损失。可惜,多数人不愿意多想一步,因为客户只认Cpk。唉……
问:客户要求Cpk≥1.67,我们实测1.68,为何还被投诉?
答:Cpk高但Ppk低,说明过程长期不理想。可能的原因:设备定期故障、换班差异、原料批次波动……这些组间/组内变差未被充分捕捉。还有,量具的分辨力够吗?测量系统分析(MSA)做了吗?一个虚假的1.68,比真实的1.33更致命。因为你会放松警惕。所以,别只看数字,要深究过程稳定性。
三、数字化了,SPC你还不“上云”?
我强烈推荐:有条件的工厂,立刻上实时SPC系统!不再手工描点,数据直接从量具、设备传感器采集,控制图动态刷新,异常自动推送到班组长手机。这才是2024年的做法。靠纸笔、靠事后诸葛亮?浪费生命。不少企业引入AI算法预测趋势,在失控前就发出预警——这种主动防御,和传统SPC相比,简直是鸟枪换炮。
但数字化不是买套软件就完了。核心还是人的反应机制。你得定义清楚:谁在规定时间内做分析?纠正措施库有没有?如果只是把控制图搬到屏幕上,依然无人响应,那不过是电子垃圾。我见过一家黑灯工厂,全自动加工,SPC实时监测,一旦某个参数Cp值低于1.33,系统自动停机、自动调整补偿。这才是未来!

别再把SPC当成应付审核的道具。它是你过程的声音,需要你去听、去懂、去行动。下次再看到有人刻舟求剑地画控制图,不妨问一句:你在控制过程,还是过程在控制你?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:统计过程控制(SPC)——十个工厂九个用错,你呢? https://www.dachanpin.com/a/tg/59737.html