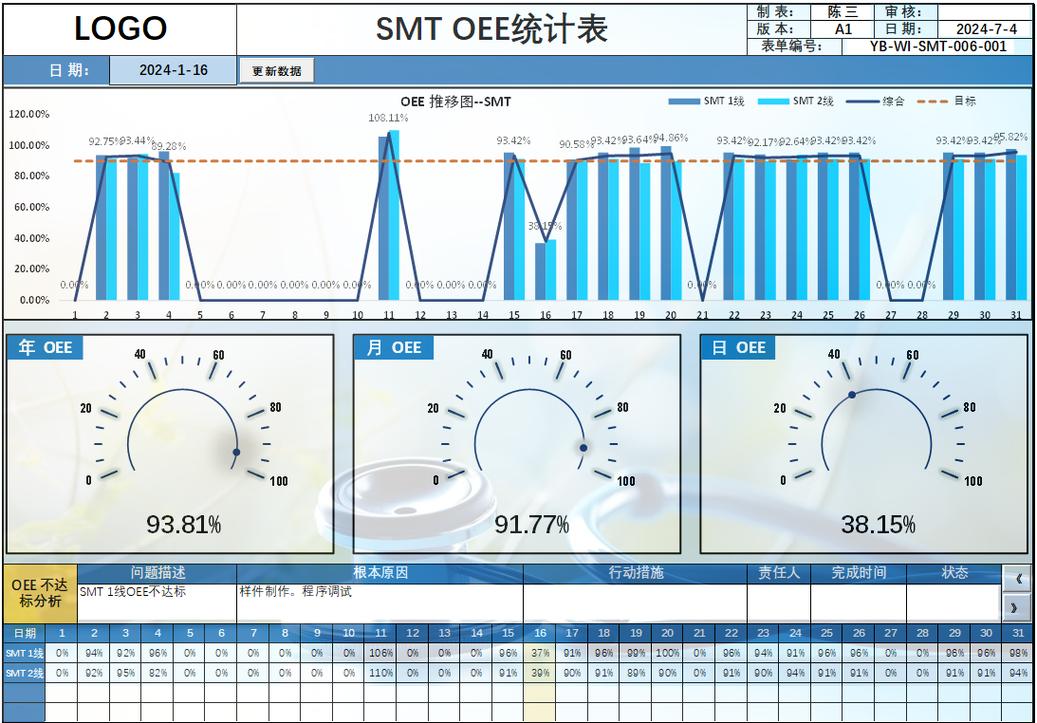
坦白讲,这种“纸面繁荣”我见过太多。设备综合效率(OEE)这玩意儿,本来是制造业的照妖镜,结果被很多人用成了……哈哈,美颜相机。数字漂漂亮亮,实际千疮百孔。
所以忍不住想泼盆冷水:你引以为傲的 95% 甚至 98%,很可能水分拧出来够浇两亩地。不是我刻薄,是真金白银的教训堆出来的。去年浙江一家汽配厂,OEE 月报 92%,但准时交付率只有 70%,库存积压得一塌糊涂。原因?全在 OEE 的算法里藏着呢。
OEE 到底是什么?真不只是一个除法
不少人以为,设备综合效率(OEE)= 实际产出 / 理论产出,甚至直接拿良品数除以计划量。错!大错特错!这么算等于把时间开动率、性能开动率、合格品率三个维度揉成了一团烂泥,啥也看不出来。
真正的 OEE 是三个因子的乘积:时间开动率 × 性能开动率 × 合格品率。而且每一层都有坑,坑坑不一样。
时间开动率,不是简单地“开了多久”,得用负荷时间做分母——也就是总时间扣掉计划停机(比如法定休息、无订单停线、年度检修)。很多企业把午休、班前会都从分母里踢出去,那开动率能不高吗?
性能开动率更是一笔糊涂账。理论节拍时间到底定多少?有些厂为了好看,把节拍设得特别慢,或者拿历史最快速度当标准,那实际速度稍微跑慢点也看不出来。你知道么,速度损失——比如设备老化、模具没调好、小停机频发,这部分往往占 OEE 损失的大头,但报表上根本体现不出。
合格品率,听起来最老实?也未必。返工品算不算合格?很多时候,返工完再检一次,就当良品入库了,可那是重复消耗了工时和资源的!真正的合格品率必须用首次通过率,返工的一律计为不良。

三大指标的暗坑——每个都能合法造假
好了,我们掰开揉碎看看。
时间开动率:最常见的造假是“计划停机”定义得过宽。换模具算计划停机吗?物料断供呢?设备保养?实际上,除了全厂统一的法定假日,其他任何因为管理不善、供应链波动造成的停机,都该算到时间损失里去。但很多人把这些损失老老实实放在“计划”里,分母一缩小,数据漂亮了。
性能开动率:这可是重灾区。我见过一家注塑厂,理论节拍设成 30 秒,实际常常跑到 35 秒甚至 40 秒,因为模具水路堵了、原料批次不稳定。但 OEE 报表里,性能开动率依然 98%。为什么?他们把节拍设定偷偷改成了 35 秒!——对,就是改一个数字而已。这样 OEE 高了,奖金到手,可一年下来产能损失了多少?至少 20%。老板还蒙在鼓里。
合格品率:除了返工不计入,还有个招式是“宽进宽出”。检验标准松动一点,不良品就放行,实在不行降级处理,但不体现在设备效率上。可这跟掩耳盗铃有什么区别?废品成本实打实地吞掉了利润。
问:为什么我们算的 OEE 总是 90% 以上,但实际产能就是上不去?
答:因为大多数人只算了时间开动率,甚至只算了“设备没坏”的时间比。完整的 OEE 必须同时盯住性能损失和质量损失。举个例子,一台冲床,班次 8 小时,故障停机 0.5 小时,换模 1 小时(算计划停机),剩余 6.5 小时里,净运行时间只有 5 小时,而且节拍慢了 15%,最后还出了 3% 的不合格品。如果你只把故障 0.5 小时当损失,OEE 可能显示 90% 以上,但真实 OEE 三个因子乘下来,能超过 60% 就谢天谢地了。所以,数字好看产能难看,再正常不过。
去年我们工厂做了个实验……
这事我一直记得。当时公司搞精益生产,请了外部顾问团队,要真的去抓 OEE。一开始,车间抵触情绪很大:我们数据都 85% 了,世界级水平,还折腾啥?
结果,顾问要求人手一台秒表,蹲点测真实节拍,要求停机分类用秒级记录,不准用“准备作业”这种模糊词一笔带过。一个月下来,真实 OEE 是多少?55%。对,你没看错,55%!
怎么做的?把所有的“非计划停机”都曝光了:传感器脏污造成的小停机,平均每天 47 次,每次 2-15 秒;换模后首件调试,平均耗掉 12 分钟;还有压缩空气压力不稳导致速度波动……这些在以前统统看不见。
然后针对性改善:传感器增加自动清洁装置,换模流程标准化并增加快速夹模器,压缩空气管路加储气罐稳压。三个月后,真实 OEE 拉到了 76%。产能提升 35%,而且加班时间砍掉一半。那种感觉,比他妈拿奖金还爽。
所以你看,OEE 不是用来考核的,是用来发现问题的。但前提是你得让它照出所有污点,而不是自动美颜。
问:那到底怎么算才准?有没有行业基准?
答:国际上普遍依据 SEMI E10 或者日本 JIPM 的标准。简单说,以 24 小时为总时间基数,层层剥洋葱:先减掉非计划停机(故障、换模换料、物料短缺等)得到运行时间,再减掉速度损失和小停机得到净运行时间,最后乘以首次合格率得到有效产出时间,再除以总时间就是 OEE。真正的世界级水平,三个指标都在 90% 以上,乘积达到 85% 左右。但请注意,那是世界顶级水平,绝大多数工厂都挣扎在 60% 上下。如果你的 OEE 轻易就超过 90%,别高兴,先去检查一下数据采集的颗粒度。
别让 OEE 沦为墙上的数字游戏
现在不少工厂上了 MES 系统,自动采集 OEE,仪表盘做得花里胡哨。但数据源头没严格定义,系统越“智能”,假数据越逼真。更可怕的是,有些管理者拿 OEE 当鞭子,一味考核指标,却不去帮车间消除那些微小停机、速度降低的根因。结果就是,现场人员学会跟系统斗智斗勇,数据越做越漂亮,问题越埋越深。
真正的 OEE 管理,需要信仰——信仰事实,信仰持续改善。每一次停机的真实记录,每一个节拍波动的耐心分析,才是工厂竞争力藏在数字背后的密码。共勉,虽然这话有点鸡汤,但真要喝下去才有用。
——来自一个被 OEE 数据折腾了十几年的老兵。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:关于设备综合效率(OEE),你可能一直在算错 https://www.dachanpin.com/a/tg/60217.html