换模又卡住了。小王满头大汗地捶控制面板——这个场景,做冲压的兄弟熟不熟悉?快速换模(SMED)这词儿,车间里喊了好几年,海报贴墙上,培训也搞了,但是,换模时间怎么还是那个鬼样子?35分钟,有时候一个小时。订单越来越碎,换模次数翻了一倍,生产线停得心慌。
说实话,我们被SMED坑了三年——不,准确说是被自己对SMED的误解坑了。✅ 直到请来一位退休的老工程师,跟着他蹲点半个月,才恍然大悟:原来我们一直在用SMED的口号,干着反SMED的事。

SMED不是“快”,是“分”

很多人一听到快速换模,本能地就想到:动作快一点!用快速夹具!提前把工具放旁边!——这些都是对的,但只做这些,顶多缩短10%的时间。真正的瓶颈根本不在这儿。
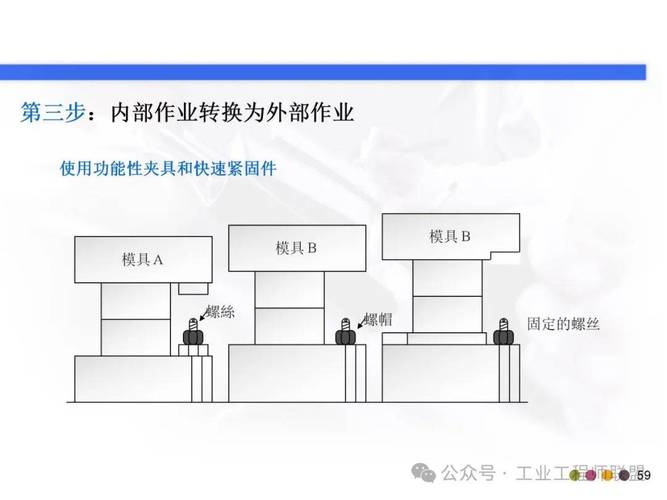
💡 丰田的工程师新乡重夫当年搞SMED,核心就一个词:分离。把换模作业里能在线外做的,全部拿到线外去。我们呢?模具还在机台上,人就蹲在旁边拆水管、找螺丝、翻图纸……这不全是在浪费时间吗?这些事,本来可以在上一副模具还在跑的时候,就做好了呀!
你可能会撇嘴:道理都懂,但我们模具复杂,怎么可能全部线外做完?没错,不可能100%,但做到80%有没有可能?很多时候我们连那最明显的20%都没抓住。比如,固定模具的螺栓,为什么非要等停机了才去松?提前用气动扳手打松一圈不行吗?——你说有安全规定?OK,那换一种快拆结构呢?思路打开,别把“规定”当借口。
那些年我们踩过的坑,一个比一个蠢
有一次,我们花了8万块导入一套快换系统,宣传册上写着“换模时间缩短至3分钟”。结果装完第一个月,平均换模反而多了2分钟。为什么?因为操作工不信任新系统,每次装完还要拿百分表反复打表确认!更可笑的是,快换板的定位销孔因为缺乏维护,已经磨损了……这不是技术问题,是管理问题。
还有,为了追求“单分钟换模”,我们把模具改得贼复杂,液压快接、电气快插全上。结果呢?故障率飙升。一线工人抱怨:“原来搞机械的,我敲敲打打也能用;现在全是传感器,一报警就停线,还不如慢点稳当。” 听完心里真不是滋味。——SMED追求的是柔性,不是把简单问题复杂化。
问:我们车间都是老设备,空间又小, SMED 能落地吗?

答:能,而且越老越该搞。老设备没有自动换模功能,反而逼着你去区分内外部作业。我见过一家做钣金的小厂,20吨的老冲床,换模要40分钟。他们没花什么钱,就做了三件事:第一,在机台旁边钉了一块磁板,把扳手、垫片、铜棒全按顺序挂好;第二,把模具的摆放位置重新编号,离机器由近到远依次是“本周必用”“本月待用”“库存”;第三,每次换模后,花5分钟做“换模复盘”——不是写报告,就是录像,然后吃饭时候大家看,哪里卡住了。就这三招,半年后换模稳定在12分钟。❗ 关键不是硬件,是思维。
问:我们产品种类少,但批量大,有必要搞SMED吗?
答:太有必要了!你是不是觉得批量大,换模次数少,缩短那点儿时间没意义?——算一笔账。假设一台注塑机一天换模两次,每次1小时,一年250个工作日,那就是500小时。如果能缩短到20分钟,一年省下333小时。这333小时拿来多生产,能多做多少产品?就算只减少30%,也是一笔纯利。而且,换模时间缩短后,你就可以更灵活地插单,应对急单时底气更足。说到底,SMED是在给工厂积攒“时间冗余”。
真正有效的SMED,得从“停线记录”抠起
别一上来就搞什么视频分析、流程再造,太虚。先干一件特接地气的事:连续记录一周的真实换模时间。用秒表,从“上一件OK品下线”开始,到“首件合格品产出”结束。你会发现,数据比你想象得吓人。我们第一次测出来,名义换模时间30分钟,实际平均46分钟,最长的78分钟!为什么?因为很多隐藏作业被忽略了:等行车、找垫铁、调试参数、处理小故障……这些都算换模时间!
有了数据,再画一个“桑基图”,把时间流画出来。这时候你会自然看到哪些是内部作业,哪些可以提前做。比如,模具预热——多少厂是装上去才升温的?等模温机升到120度,二十分钟过去了。如果买个移动式预热台,几千块钱,直接省出这笔时间,不香吗?还有首件检验等待,能不能质检员提前招呼好,一停机就到位?
这些小动作叠加起来,效果惊人。💡 我们车间最后靠着“桑基图+吃午饭吐槽会”,把换模时间从46分钟砸到了18分钟,没有任何大投资。唯一的投入,是给每个模具配了一个二维码,扫码就能调出安装参数——以前老师傅凭经验,现在新人照着平板调就行。
SMED这事儿,说穿了就是精益的思维放在换模上。别把它神化,也别觉得遥不可及。哪怕明天就做一件事:把换模工具车从车间角落推到机台正后方。——你都会看到不一样。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:快速换模(SMED)——我们换了五年模具,原来一直搞错了 https://www.dachanpin.com/a/tg/60224.html