那天在车间,老李把扳手一摔,冲我吼:‘什么单元化生产,折腾半年还不如老流水线!’ 我愣在原地,看着满地的在制品,突然意识到,我们可能又掉进了一个昂贵的坑。说实话,这种场景我见过太多次了——花哨的U型线、醒目的看板,结果在制品库存不降反升,工人怨声载道。单元化生产,这个在精益圈被捧上天的概念,落地时往往面目全非。
单元化生产,说白了就是把一群人和设备围成一个小单元,一个流地做完一整块活儿。理论很美,对吧?减少搬运,降低库存,柔性还高。可真正干过的人都知道,这事儿远没那么简单。它不仅仅是重新摆放机器,更是一场对人的革命、对固有流程的颠覆。
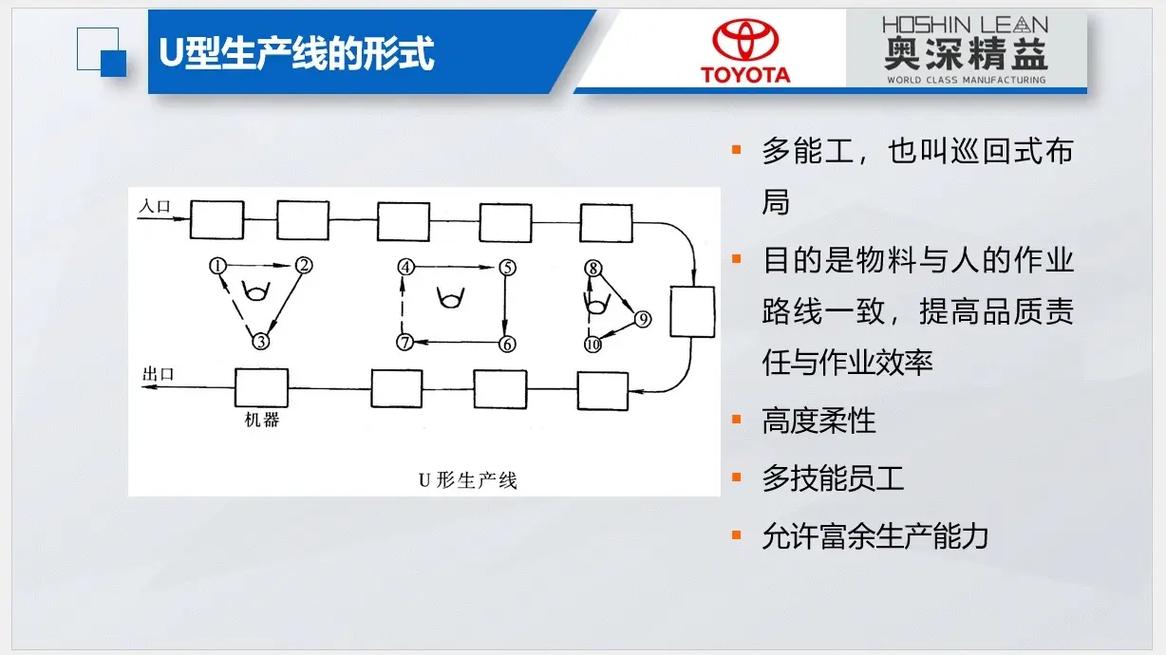
单元化布局不是摆地摊
很多人以为,把设备拉成U型或L型,就算单元化了。大错特错!我见过一个厂,花了200万改造车间,结果只是把原来一字排开的冲床转了个方向,物料照样堆在脚边,工人照样孤岛作业。单元化布局的灵魂是‘一个流’,是让产品在紧凑的空间内无缝流动,而不是换汤不换药的物理位移。你得先做P-Q分析(产品-数量分析),把工艺相似的产品族归拢,然后按工序顺序排列设备,间距要近到手递手传递。但麻烦就来了:老设备笨重难移,地脚螺栓一拧死,说好的柔性呢?💡 有一次我们硬是把一台八十年代的冲床挪了两米,调水平就调了三天,最后精度还是跑偏。那种挫败感,没经历过的人很难懂。
更别提物料的配套了。单元化需要物料频繁配送,但仓库还在用整箱发料,结果单元旁边堆成了小山。没有水蜘蛛式循环配送,单元化就是假把式。我们后来不得不引入定时不定量的拉动信号,才勉强让物料流转起来。不过话说回来,光布局这一点,就刷掉了一半的盲目追风者。
多能工:昂贵的浪漫
单元化生产最依赖的是什么?多能工。一个工人要会操作3台以上的机台,还要懂简单的质检和换型。听起来很酷,但代价呢?我见过最离谱的例子:一家电子厂为了推行单元化,把产线员工送出去培训了两年,每人掌握5种技能,结果人一涨薪就跑了三分之一——老板差点没气死。❗ 多能工培养周期长、成本高,而流失风险却像悬在头上的剑。你总不能把单元线的命脉绑在几个“超级工人”身上吧?所以,技能交叉培训和作业标准化必须并行,还要配套有竞争力的薪酬。

但即使多能工到位了,节拍平衡又是另一道坎。每个工位的作业时间要近乎相等,否则等工或堆积会让你抓狂。我记得有次为了平衡一个装配单元,我们用秒表测了上百次,调整了作业组合,最后发现瓶颈竟然是拧一颗螺丝——因为气动扳手扭矩衰减!这种琐碎的挫折,书本上从来不会写。✅ 所以,基础的工作研究、标准化作业表,这些看似老土的工具,反而是救命稻草。
问:单元化生产到底适合什么样的产品?
答:多品种小批量是前提,但更重要的是产品族的工艺相似性。千万别把机加工和钣金硬塞进同一个单元,那是自找麻烦。节拍时间最好控制在30秒到5分钟之间——太短人像机器一样疯转,太长单元就失去了紧凑流动的意义。另外,产品生命周期太短也不行,因为单元改造也需要成本和周期。我见过一个明智的做法:先选一款稳定的“金牛”产品做试点,跑顺了再复制,而不是全面铺开。
问:我们厂也想转型单元化,第一步该做什么?
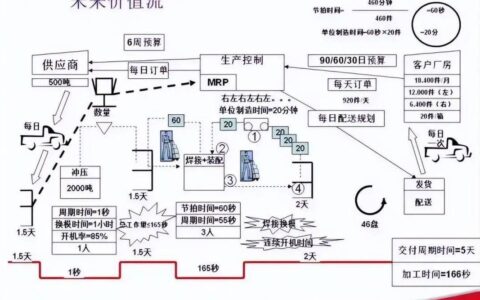
答:千万不要急着搬设备!先画价值流图,找出真正的瓶颈和浪费。然后找一个痛点最明显的产品族,从最后一道工序往前拉——也就是按拉动生产的方式设计单元节奏。同时,评估你们的快速换模(SMED)能力,如果换线要半天,单元化就是个笑话。我们当时用了三个月做数据分析和人员培训,实际移设备只用了一周。记住,单元化的失败,80%是因为前期的浮躁。
节拍时间:魔鬼就在细节里
说回节拍时间。很多管理者只盯着客户需求节拍,却忽略了实际作业时间的波动。单元里的工人不是机器人,他会疲劳,会有情绪,原材料也会有微小差异。有一次我们的单元线突然掉产,追查半天才发现是某批物料毛刺偏大,多了一道去毛刺动作,节拍一下就崩了。所以,你必须给标准作业留出弹性,并且建立异常安灯响应。否则,单元化就成了整天响警报的噩梦。
搞了二十年制造,我现在反而觉得,单元化生产更像一种哲学。你得先改造人的思维——从“我会操作这台机”到“我们共同完成这个件”——然后再动设备。否则,再漂亮的U型线,也只是一堆昂贵的钢铁。你问我推不推荐单元化?我推荐,但前提是你准备好了应对这些琐碎、反人性的细节。不然,还是先让老李们别摔扳手吧。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:单元化生产的真相:为何90%的工厂都做错了 https://www.dachanpin.com/a/tg/60247.html