上周我去了一家汽配厂,车间主任老张拽着我大倒苦水:“我们搞了大半年精益,结果客户退货率反而涨了0.3%!”他桌上堆着鱼骨图、柏拉图,角落里还扔着一块“六西格玛绿带”奖牌——落满了灰。我指着奖牌问他这东西用过没,老张翻个白眼:“培训完做了个项目,拿了个假数据交差,后来……谁还记得啊。”
说实话,那一刻我挺不是滋味的。DMAIC这套方法论,在太多企业手里沦为摆设,甚至被污名化成“填表格游戏”。但❗我在另一家德资工厂看到的是:黑带大师带着班组,用三个月把焊接缺陷率从12000ppm砍到800ppm,真金白银省了上百万。问题不在刀,在握刀的人。
Define——定义阶段:连问题都说不清楚,谈何解决?
很多人以为D定义阶段就是写个项目章程,找个 sponsor 签个字完事。错得离谱。真正落地的定义阶段,是一场剧烈的“认知冲突”。你得把模糊的痛感——比如“我们质量太差了”——变成可量化的 CTQ(关键质量特性)。老张当时的问题是“缸体油道泄漏”,但泄漏率5%到底是多少个?发生在哪条产线?夜班和白班有没有区别?一问三不知。
✅ 关键动作:用 SIPOC 图把供应商-输入-流程-输出-客户串起来,别跳过这一步。我有次带着团队画 SIPOC 就发现,供应商送来的毛坯砂眼特别多,之前根本没人反馈,因为“反正都要机加工嘛”。你看,边界没画对,后面全白搭。
Measure——测量阶段:数据不会撒谎,但人会
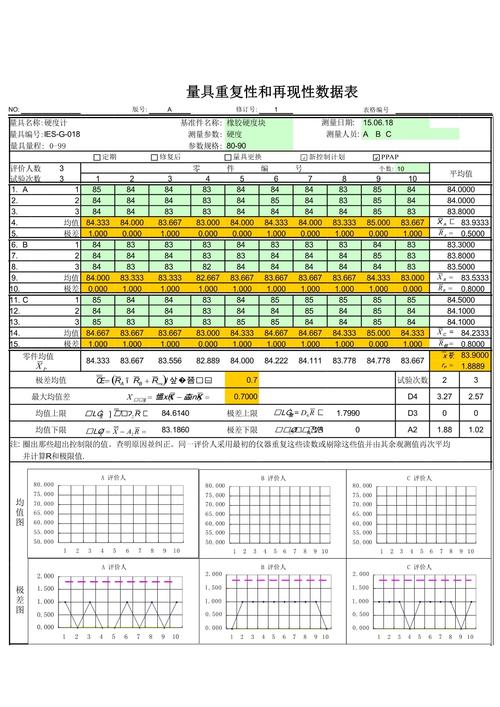
测量阶段最反直觉的,不是统计学,而是人性。你辛辛苦苦做了 MSA(测量系统分析),发现量具 R&R 高达 60%——意味着什么?检测员手一抖,量出来的误差比产品公差还大。这时候,车间老法师往往会跳起来:“我干了一辈子,眼睛就是尺!”
我经历过最荒诞的一件事:为了验证卡尺的重复性,我们选了三个检验员,每人测十件产品,结果三人测出来的均值能差0.2毫米。最后发现,有个老兄喜欢把卡尺的滚轮多转半圈,因为他觉得“紧一点更准”。💡 数据一旦被人的习惯污染,DMAIC就变成了自欺欺人的游戏。
这阶段还得做过程能力分析,Cp、Cpk 看着简单,但前提是过程稳定。很多厂采集的数据根本非正态,直接套公式算 Cpk,还拿去跟客户吹牛——能不出事吗?
问:我们厂小,连像样的量具都没有,怎么搞测量阶段?
答:先别追求高精尖设备。用现有工具做属性一致性分析,比如通止规,安排两个人分别判30件产品,看一致性比率。哪怕用肉眼检,也得知道检验员之间到底差多少。很多时候,测量成本根本不是硬件卡住的,是流程——比如没规定圆度测量必须固定三个截面。一点点标准化,MSA就上来了。
Analyze——分析阶段:别急着归因,先找“X”
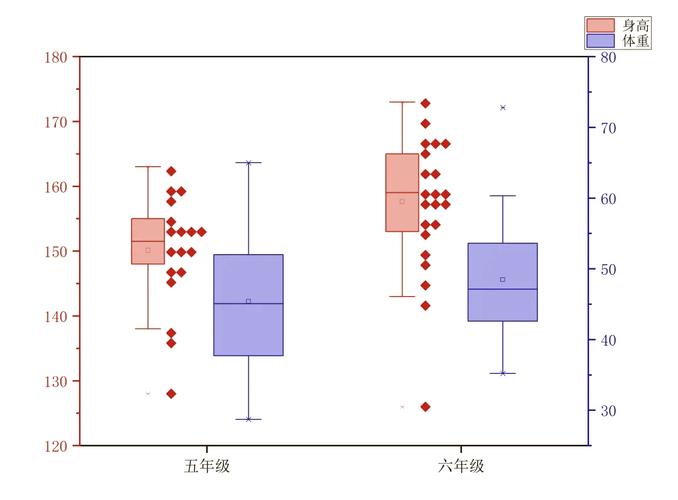
分析阶段是 DMAIC 的高潮。但也是最容易掉进“经验主义”陷阱的地方。我看到过太多团队,一上来就画鱼骨图,然后投票选关键原因——这叫“集体拍脑袋”。正确的做法是,先用图形工具(箱线图、散点图、多变异图)筛选嫌疑因子,然后用假设检验确认显著性。
还记得那个缸体泄漏的案例吗?所有人第一反应是“密封垫材质不行”,采购换了三家供应商,泄漏率纹丝不动。后来我们用二元 logistic 回归一分析,发现压装力波动才是元凶。而压装力波动的原因呢?液压机预热时间不够,早班第一小时的产品泄漏率是其他时段的4倍!
❗ 这种发现会让你背脊发凉。真正的 root cause 往往藏在跨部门交界处,甚至与操作工喝水的习惯有关——夜班没人监督阀门,冷却水温度偏低,导致压装尺寸漂移。
Improve——改进阶段:设计实验,而非盲目试错
分析找到了关键 X,改进阶段就要用 DOE(实验设计)来优化参数。但这里有个巨大的误解:DOE 不是科学家在实验室里玩的,工厂完全能用。比如,想确定压装力、保压时间、模具温度三个参数的最佳组合,全因子实验可能只需要20次试验。分两班做,连停产都不用,安排在线测量就行。
不过话说回来,DOE 也怕“响应变量”选错。我辅导过一个涂装项目,团队用光泽度做响应,结果改进后光泽度特别棒,附着力却崩了——因为没把划格测试纳入 DOE 的 Y。所以,改进方案必须小批量验证,并同步制定控制计划。
问:改进方案太好,员工抵触怎么办?
答:这是常态。改进往往意味着改变操作习惯,比如从前凭手感拧螺丝,现在要用定扭扳手,工人会嫌麻烦。得让一线操作者参与改进方案的讨论,甚至让他们设计防错装置。我在一家电子厂推波峰焊参数调整,一开始操作工偷偷调回老参数,后来我们搞了个“防错参数锁”,只有输入合格批次号才能修改——硬件和技术双管齐下。更重要的是,让他们看到缺陷率下降带来的奖金变化。
Control——控制阶段:最枯燥,也最要命
DMAIC 走到控制阶段,很多团队已经精疲力竭,企图用一纸 SOP 收场。结果三个月后旧病复发。控制阶段的核心是建立防呆系统和过程监控:SPC 控制图必须实时更新,界限不能是摆设;最好能开发个简单的预警模型,比如当压装力连续6点上升时,自动通知设备主管。
在这个阶段,我强烈推荐用控制计划(Control Plan)和反应计划(Reaction Plan)的电子化联动。过往手动填纸本,发现异常已经晚了两个班次。现在用 MES 系统抓数据,一旦触发 OCAP(失控行动点),系统直接推送到责任人手机。这才是真正的持续控制。
💡 最后说一句得罪人的话:DMAIC 不是万能药。如果流程本身就先天畸形——比如厂房布局让物流距离超过一公里——先做精益优化流动,再玩六西格玛。顺序搞反,累死三军。
我写了这么多,其实就是想说,别把六西格玛(DMAIC)当成多高深的理论,它就是一套解决问题的套路。能不能见效,取决于你愿不愿意躬下身子,到现场闻机油味、听吵架声、摸一手铁屑。老张后来把那块奖牌擦干净了,不是因为这东西能辟邪,而是他想起来,当年那个绿带项目,他其实真的用心过。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:六西格玛(DMAIC):为什么它仍是制造业最锋利的刀? https://www.dachanpin.com/a/tg/60262.html





