工厂里最常听到的一句话——‘我们要平衡生产线’。这话听起来没毛病,对吧?但你要是真信了,可能正在亲手制造最大的瓶颈。我在车间摸爬滚打二十年,见过太多…明明设备忙得冒烟,发货却天天延误。问题出在哪?约束理论(TOC)早就把这层窗户纸捅破了。
识别瓶颈?别只看“最忙”的机器

这几乎是本能反应——哪台设备前面堆的料最多,哪台就是瓶颈。错了。至少,不总是对的。我见过一个钣金车间,激光切割机忙得24小时连轴转,所有人都说它是瓶颈。结果呢?真正卡住出货的是最后的喷涂环节,因为那里需要人工打磨,老工人一请假,全线趴窝。数据?切割机利用率95%,喷涂才70%。但有效产出就是上不去。为什么?因为切割机干的活儿,一半是喷涂根本消化不了的。约束理论(TOC)的聚焦五步骤第一步:识别瓶颈。但高德拉特博士没告诉你识别错了会有多惨——投入全打水漂。
有效产出、库存和运营费用这三个指标,得焊在脑子里。非瓶颈的局部效率再高,都是毒药。很多工厂推行OEE,每个设备都追求85%以上,结果在瓶颈前堆起高山一样的在制品。这种改善,越改越糟。
问:我们厂用了APS系统排程,是不是就能自动找到瓶颈了?
答:想得美。系统算出来的瓶颈,是基于“无限产能”假设,或者固定某个工艺路线。可现实呢?计划员今天插个急单,明天模具坏了,瓶颈会漂移,你信系统还是信现场?我建议,每周至少两次,自己搬个凳子坐在车间,看哪道工序后端“饥饿”时间最长。那个地方,十有八九是真瓶颈。别迷信算法。
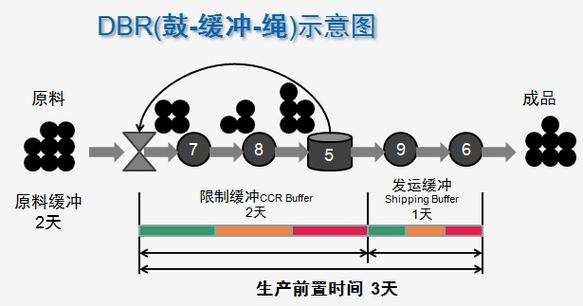
DBR实施:别被“缓冲”俩字骗了
DBR——鼓、缓冲、绳。听起来很美。给瓶颈前排个时间缓冲,保证它不饿着。可多少工厂在执行时,干脆给所有工序前都设了缓冲?我见过一家注塑厂,学了TOC后,在原料库、注塑机前、装配线前全放了半天量的库存。结果总库存涨了40%,交付期反而延长了。为什么?因为缓冲管理不是堆库存,而是用时间绳子拽着投料节奏。非瓶颈工序必须被“绳”控制,别自作聪明提前生产。
更糟心的是,有人把缓冲设成了“安全库存天数”,然后让ERP系统自动补货。天啊,那和没搞TOC之前有什么区别?缓冲大小必须动态调整,依据瓶颈的产出波动和市场需求。我现在的做法是,在瓶颈前设置一个可视化看板,物理卡片那种,不要电子屏——太容易造假。每天早会上,计划员根据“缓冲渗透率”决定今天是否催前道工序。这个诀窍,教材里不会写。
问:我们推行精益生产,单件流,为什么和TOC似乎矛盾?
答:矛盾?那是因为你被工具绑架了。精益追求零库存,TOC强调瓶颈前必须有保护库存——这俩表面冲突。但深层逻辑完全一致:都聚焦价值流,都反对局部优化。如果你的流程高度稳定,换型时间极短,单件流当然好;但多数离散制造企业,设备故障、人员波动是常态,TOC的缓冲恰恰给了你喘息空间。聪明人都是一手丰田屋,一手聚焦五步骤。别非此即彼,那是小学生思维。
约束理论的灵魂:思想流程比工具更重要
我见过最讽刺的一幕:某家上市公司花了300万上TOC软件,号称“一键排程”,结果一年后,车间主任还在用EXCEL表格。问题在哪?思想流程——即改变人们决策习惯的五步——根本没走通。管理层还在用成本会计考核效率,部门墙纹丝不动。你给一个惯性思维的人再先进的工具,他只会拿它来粉饰太平。
有效产出会计是这里面最颠覆性的东西。传统财务会说“这台机器那么贵,必须满负荷”,而TOC告诉你,让瓶颈决定节奏,非瓶颈多开一分钟都是在制造过剩。但说服财务总监?难于登天。我的经验是,先别讲大道理,找一个产品线,偷偷按TOC逻辑跑三个月,用利润增长数字说话。数据一出来,反对者自动闭嘴。

到现在,工业4.0、智能制造喊得震天响。可如果你连物理世界的约束都没摸透,传感器再密、AI再炫,不过是在错误的道路上加速。真正的约束往往不在机器,在人的脑子里。对吧?
问:小批量多品种的工厂,瓶颈一天变好几次,怎么搞TOC?
答:这才考验功力。这种情况下,瓶颈可能是“复合资源”——比如某个技能兼有的老师傅,或者共用的一台测量设备。你需要把约束理论里的“市场瓶颈”概念引进来:订单本身的不稳定性成了约束。我的做法是,用DBR的变形——SDBR(简化DBR),直接以交期为绳,控制投料节奏。另外,培养多能工,让瓶颈资源柔性化。别指望一个软件搞定,持续改善是唯一的路。
说到底,TOC是一种思维方式,不是公式。它逼着你承认:永远有一个环节卡着你的脖子,你要么正视它,要么被它勒死。这恰恰是工程师最迷人却最艰难的地方。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:约束理论(TOC):工厂里那些“常识”陷阱与破局之道 https://www.dachanpin.com/a/tg/60258.html