上个礼拜,客户工厂跳机了。不是小故障,整条产线瘫了8小时。损失?老板气得在会议室骂娘。原因?轴承抱轴。
但他们有在线监测啊!还花大价钱上的“智能CMS”。问题在哪儿?👉数据一大堆,没人真正看频谱。振动总值超限了才报警,那时候轴承早就晚期了。
说实话,这就是大多数工厂的现状——装了CMS就以为万事大吉。怎么可能?
CMS不是魔法,是放大镜
状态监测系统,本质上就是一套放大镜。你能看到人眼看不到的细节,但前提是你得会看。很多厂家把CMS包装成一键AI诊断,好像机器会自己说话。扯淡。机器只会给你波形、频谱、包络解调……这些原始数据不会撒谎,但也不会替你思考。
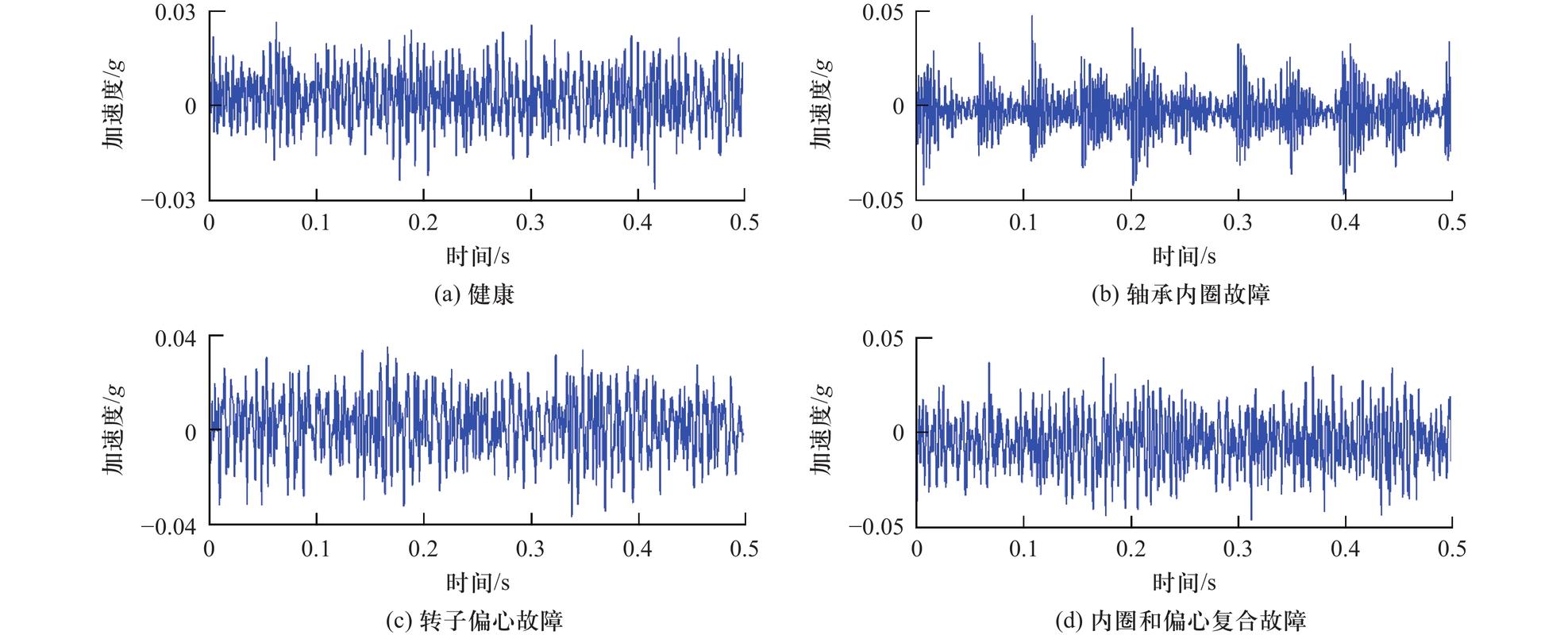
举个例子:电机轴承内圈缺陷。早期频谱可能是0.6倍转速频率的一组谐波,边带间隔可能是保持架故障频率。不专门盯这个,能看出来?
我见过一个维修主任,拿着听棒就能听出齿轮啮合有问题。他说“声音不对”。那是三十年的经验。现在年轻人更依赖数据,但数据解读能力……💡实话实说,断层了。
振动监测的三大坑
搞CMS十年,踩过的坑比吃的盐多。总结三条,不许反驳。
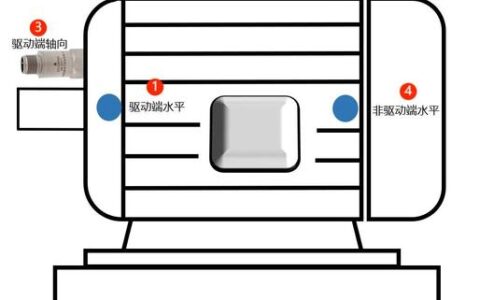
- 传感器安装位置错误。见过把加速度计贴在电机风扇罩上的吗?测了个寂寞。或者用磁座吸在油漆表面,高频信号衰减得一塌糊涂。✅正确做法:刚性接触,朝向受力方向。
- 报警阈值全是默认值。设备厂家给的ISO 10816通用标准,那只是参考!你的设备工况、基础刚度、转速范围…都不一样。不设自定义基线,等于没监测。
- 只报振动总值。总值上升了才报警?那频率成分呢?能看出不平衡还是不对中?能看出轴承早期剥落?不能。只有波形和频谱才能救命。
说到这儿,你可能想问……
问:是不是只要关注频谱,就能发现所有故障?答:不是。有些故障特征在频谱上不明显,比如早期轴承润滑不良,看起来像噪声,但用声发射或者油液分析更直接。齿轮早期裂纹可能引起高频冲击,你得用包络谱或者共振解调技术。所以多参数融合才是王道。但频谱是基础中的基础。
还有,别忘了过程参数。比如电机电流、温度、油液颗粒度。振动不是孤岛。有一次我们监测一台风机,振动正常,但温度异常升高,拆开一看轴承保持架断裂了,因为振动传感器没捕捉到异常——保持架故障频率通常很低,容易被忽略。
问:CMS投资真能省大钱?我老板总说成本太高答:哈!问过跳机损失吗?我们算过一笔账:一条汽车焊接线,非计划停机一小时,不算维修费,光产能损失就是六位数。一套像样的CMS(在线+离线)可能二三十万,但避免一次重大事故就回本。前提是有人真的在用。软件买回来吃灰,那就是废铁。

无线CMS:省线还是添乱?
现在都在推工业物联网,无线传感器不要太火。成本低、部署方便,特别适合那些老旧设备、旋转部件。但!问题也不少。电池续航、信号屏蔽、数据丢包……有一次在现场,一台减速机附近全是金属遮挡,无线信号时断时续,测到的振动数据像心电图漏跳,吓得我们以为设备要崩了。结果呢?就是干扰。
所以选型别光图便宜。LoRa、ZigBee还是Wi-Fi?看环境、看距离、看采样率要求。在线监测系统,关键设备还是老老实实走有线,除非你接受漏诊断。
还有一个趋势:边缘计算。传感器本身带FFT分析,只传特征值到云端。这个不错,减少数据量,也避免了传输瓶颈。但问题是,特征值的算法是厂家封装的,你没法自行判断是否合理——像个黑箱。💡我比较喜欢开放原始波形,哪怕数据量大点,至少我心里有底。
说到根上:人,还是人
技术再牛,人不行,全白搭。CMS不是用来应付检查的,也不是为了生成漂亮的报告。它是管理工具。你得建立状态监测的闭环:测量→分析→诊断→维修决策→验证。少了哪一环,都叫半吊子。
培训!培训!再培训!我见过太多企业,买了昂贵设备,只有一个人会用,那个人一离职,整个系统就废了。还有的,分析报告发出去,现场维修根本不看——维修靠经验,换完拉倒。这能叫预测性维护?这是撞大运。
最后说句得罪人的话:别迷信“AI诊断完全自动”,现阶段就是辅助。机器能帮你筛选异常,但最终判断还得靠懂机理的人。因为AI没见过的新故障它就不会认。❗而工业事故,往往就是那些“没见过”的故障。
好了,吐槽结束。如果您正在考虑上CMS,或者已经上了但感觉用不起来,记住三点:1. 把基础搞扎实(传感器安装、基线设置);2. 培养能读懂频谱的人;3. 建立维修闭环。其他都是锦上添花。
(本文基于2025年工业预测性维护实践,振动分析技术及现场案例综合整理)
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:状态监测(CMS):别迷信“预测”,先搞懂振动频谱再说 https://www.dachanpin.com/a/tg/60431.html