几年前,我带着一个复杂的泵体原型去找供应商。图省事,随便选了家便宜的SLA(光固化)打印。结果?零件到手没两天就吸潮变形,装配公差全跑了——那可是装配验证用的啊!后来才发现,尼龙SLS(选择性激光烧结)才是正道。这坑,一踩就是上万块的教训。快速成型这行当,水说深不深,但一不留神,钱就打水漂了。

所以,今天不说虚的,直接聊怎么根据需求选工艺、选材料,怎么跟供应商博弈。别指望什么行业标准答案,我讲的都是车间里淌过的泥水。
工艺选择:别掉进“精度高就好”的陷阱
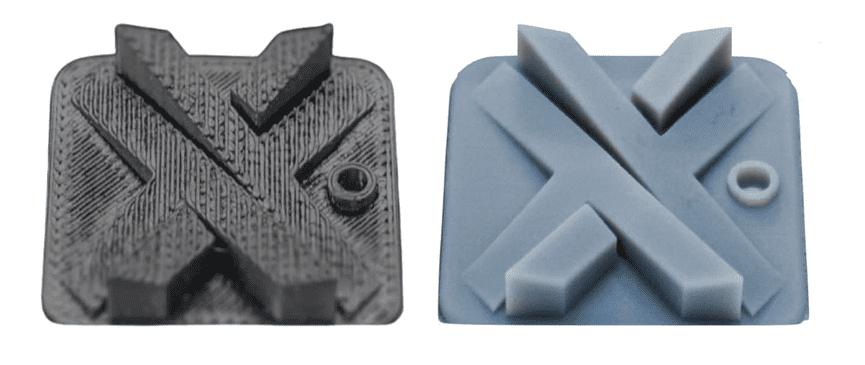
很多新手工程师,一看规格书就盯着精度。±0.05mm 小意思嘛!但… 实际呢?SLA树脂件刚打出来表面光滑得能当镜子,放一周就翘曲。FDM(熔融沉积)呢,层纹像年轮,但工程塑料强度够,做功能测试耐造。你看,精度不等于适用性。我遇到过一个医疗设备团队,死活要用金属SLM打印钛合金,成本高得离谱,后来我建议用PEEK FDM做性能样件,省了六成费用,测试数据照样拿。他们直呼“以前怎么没想到?”——其实不是没想到,是被设备推销洗脑了。
❗记住:快速成型的核心是“快”和“对”,不是“炫”。
说真的,SLA适合外观验证,透明件也漂亮;SLS尼龙适合结构功能件,铰链、卡扣都能一体成型,强度还行;金属打印?除非要做随形冷却流道那种传统加工搞不定的玩意儿,否则别轻易碰。哦对了,现在的复合工艺很骚气,比如用CNC雕刻加熔融沉积混合,造出个大尺寸模具,那叫一个爽——但调试起来能把人逼疯。
问:我手头预算低,又要做几套功能测试件,优先选什么工艺?
答:预算低就瞄准FDM。选工业级设备打印的工程塑料,比如玻纤增强尼龙或者PC。强度不比注塑件差太多,关键是便宜,几百块一套。如果你在深圳或者东莞,那边小工厂接单价格卷得很,多问几家,别找那种装修豪华的展厅——羊毛出在羊身上。不过,如果你的零件带细小花纹,FDM容易糊,那还是得SLS,贵点但细腻。
材料:别再迷信“原厂料”了

材料这块,坑更多。我认识一个老板,非要用知名品牌原厂树脂,每公斤贵出天际。后来我让他试了国产兼容料,性能测评几乎一样,成本直接腰斩。当然,金属粉末另说,那玩意国产的有时球化度不好,流动性差,铺粉都铺不匀。但工程塑料这一块,国内几家大厂已经很能打了。
有些特殊材料是真的黑科技——光敏树脂掺了陶瓷粉末,打印出来可以当精密铸造模,烧掉后无残留。还有那种带弹性的TPU,用SLS打出来鞋垫,回弹力不输给阿迪的Boost。世界变化快啊,两三年前还在讨论全彩打印,现在呢?多材料同时打印都出来了。不过……我至今不敢信那些桌面机的宣传参数,什么“工业级精度”?嘴上跑火车。
设计即制造:DFAM思维你得有
快速成型最牛逼的地方不是把图纸变实物,而是逼着你重新思考设计。传统机加,你脑子里永远有拔模角、刀具干涉。增材制造呢?拓扑优化出来的骨头架子、点阵结构,轻得能吹起来,强度还不减。去年帮一个汽车客户做摇臂优化,减重40%,刚度和模态都达标,他们总工盯着模型说:“这玩意儿像外星人的零件。”我得意了好几天。
但设计自由不等于瞎设计。粉末床工艺要考虑清粉孔,不然内腔积一堆粉,后处理恶心死你。支撑结构也讲究,金属打印的支撑一旦加得不好,零件应力变形,前功尽弃。这些经验,软件不会主动提醒。
问:我们想做小批量生产,直接用3D打印合算吗?
答:这得算账。如果量在几十到几百件,而且形状复杂,3D打印有优势——省了模具费。但若过千件,注塑还是王道。不过有一种骚操作:用光固化模具配合低压灌注,适合几百件量级的低成本小批量。我们曾用这招帮一个初创公司绕过开模费,快速上市。当然,打印件的长期一致性较差,做终端零件要谨慎,尤其是受力的。医疗骨科植入物?莫开玩笑,老老实实走机加或认证的金属打印。
供应链博弈:别被交期和报价牵着鼻子走
说到跟快速成型厂打交道我有几句掏心窝的话。有些厂报超低价,结果后处理要另外加钱,喷砂、染色、支撑去除… 加起来比正规价还高。还有的答应24小时出货,结果设备全挂,拖你三天。我的经验:找有二手老设备的厂——他们经验老到,设备反而皮实,不像新厂光有漂亮机器,师傅全是新手。别问我怎么知道的,那些年追过的交期都是泪。💡首选本地厂,你随时能冲过去盯活,对吧?
快速成型这个行当,技术迭代比翻书还快。昨天还在讨论碳纤维增强,今天就有连续纤维打印了。但不管怎么变,工程思维不变——匹配需求,控制成本,缩短周期。别被光鲜的展示件蒙住眼,拿起样件掰一掰,量一量,摔打两下,数据说话。
最后,别等我总结什么金句了。有问题,下车间聊。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:快速成型实战:选对工艺,省下50%成本真不是忽悠 https://www.dachanpin.com/a/tg/60629.html