干过车床的都知道,车削这东西,说简单也简单——工件转,刀走,铁屑掉。但要车出个漂亮的活儿,光洁度、尺寸、效率都要兼顾,那门道就深了。尤其是现在,各种难加工材料越来越多,刀具虽说是进步了,可你要是参数搭配不对,照样分分钟打脸。
吃刀量、转速、进给——这三个冤家怎么摆平?
很多人一上来就按教科书给的公式算,什么切削速度Vc=πdn/1000,然后查表。没错,这是基本功。但实际干的时候,变量太多了。机床刚性、工件悬伸、冷却液喷不喷得到……都会让你算出来的“最佳参数”变成废品参数。说实话,我觉得参数这东西,要先守规矩,再学会不守规矩。
先说说粗车。粗车的目的就是快速去除余量,别太讲究表面。这时候要狠:大背吃刀量,大进给。但有个前提——机床和工件刚得住。我见过有人在一台轻型数控车上,一刀下去5毫米,结果是工件弯了,刀崩了,连卡盘都咬坏了。所以,在刚性允许下,尽量用大切深,进给可以到0.3-0.6mm/r,转速则适当降低,以保持切削力不超载。简单说,粗车就是“猛挖”,但别把锄头撅折了。
然后是精车。这时候追求尺寸和光洁度,参数要反过来:小背吃刀量(0.1-0.5mm),小进给(0.05-0.15mm/r),高转速。很多人有个误区:精车转速越高越好,光洁度就好。其实不然,转速一旦进入共振区,振纹就出来了,光洁度反而崩坏。还有,最后一刀的吃刀量不能太小,比如小于刀尖圆弧半径,否则硬挤而非切削,刀具磨损快,尺寸也不好。
问:精车总是不稳定,一会儿尺寸大一会儿小,怎么回事?
答:排除机膛热伸长和工件热变形,很大概率是刀尖积屑瘤在作怪。尤其是车铝合金、低碳钢时,切削速度过低或冷却不充分,瘤子时生时灭,尺寸就乱跳。解决办法:提高切削速度,让切削温度高到瘤子站不住脚;或者用涂层刀具,减少亲和倾向。另外,精车前留余量要均匀,否则让刀量变化也会影响尺寸。
对,说到温度,这东西两面派。太低有瘤子,太高刀具快速磨损。特别是车不锈钢和高温合金,那个热是真要命。这时候必须上高压内冷,或者至少大流量冷却液对准切削区,把热量赶走。没有冷却系统?那只好牺牲效率,降参数呗。唉,干活的哪有不妥协的。
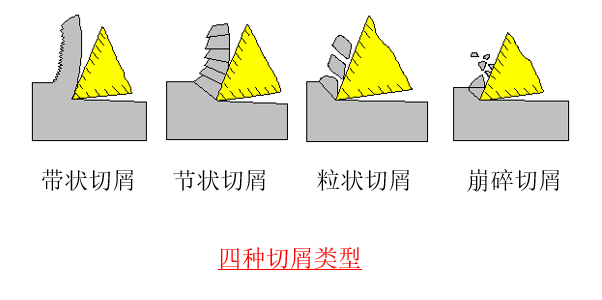
断屑——小事情,大烦恼
长屑缠刀,那是噩梦。不仅划伤已加工面,还可能把工件缠飞,安全都成问题。断屑,主要靠断屑槽和切削参数配合。现代机夹刀片都有精密的断屑槽型,但针对不同材料、不同进给范围,效果天差地别。我经验是:切深和进给量决定了切屑厚薄和流向,一定要让这个厚薄进入刀片断屑槽设计的有效范围。比如有些精加工槽型,需要进给在0.1-0.2之间,低于0.08就断不了屑,长丝飘飘。反过来,粗加工槽型,进给太小也卷不碎。
问:车铜或尼龙,断屑怎么搞?
答:铜偏软,容易形成连续带状屑。可以加大进给,或者磨出合适的断屑台。尼龙更麻烦,不仅不断,还融了粘刀。必须用大前角锋利的刀,加大进给,辅助压缩空气吹冷,让切屑变脆。另外,有一种“波浪刃口”的刀片,挺管用,你可以试试。
说到刀具,我再吐个槽。有些厂家吹自己的涂层多牛,什么纳米、超硬,结果一上机,车几件就崩刃。真不是涂层的锅,往往是基体跟工况不匹配。切铸铁,要抗崩的韧性好的硬质合金;切淬硬钢,要红硬性好的陶瓷或CBN。用错地方,再好的涂层也白搭。
跟刀架、中心架——细长轴的救星,但别用错
细长轴车削(长径比超过10甚至20)是车工能力的试金石。不用辅助支撑,根本没法车。跟刀架和中心架是两大法宝。跟刀架装在拖板上,随刀移动,适合光轴外圆一刀落;中心架固定在床身上,支撑工件,适合分段车削或车端面、打中心孔。使用时,支撑爪与工件的接触压力要均匀,不能太松没作用,太紧把工件顶弯。而且支撑爪的磨损很快,要经常检查调整。还有,用跟刀架时,工件调头车更麻烦,同轴度不好保证。我通常工艺上安排先粗车,调质后精车,这样应力释放了,变形小,最后精车用跟刀架稳稳的。

另外,现在很多机床有双主轴、带Y轴,车铣复合,一次装夹完成,能避不少细长轴的装夹变形问题。但设备贵啊,不是一般小厂玩得起的。所以老法子还得用着。
表面光洁度——欺骗眼睛的活
拿到图纸,一看粗糙度Ra0.8,甚至0.4。怎么搞?先别急着磨,车削也能达到。关键是刀尖圆弧半径和进给量的关系。理论上,进给量越小,刀尖圆弧越大,残留面积高度越低,光洁度越好。但实际操作,刀尖太大会引起振动。所以,在刚性允许下,可以用较大的刀尖圆弧(比如0.8mm),配合小进给。但这只解决理论残留,实际还得看积屑瘤、振动、切屑划伤等。我见过一个绝活:老师傅用宽刃精车刀,刀刃修磨得非常直,装刀角度略微倾斜,像刮削一样,低速大进给,车出来的表面跟镜面似的。但这个对刃磨技术要求太高,年轻人会的不多了。
对了,冷却润滑很重要。除了冷却,切削液的润滑作用在精车时影响很大。用浓度稍高的乳化液,或者直接上切削油,光洁度能提一档。特别是不锈钢,不用润滑,光洁度死也上不去。
最后,想强调一点:测量是车削的灵魂。很多人只信卡尺,但细长轴要量三点,大直径要量多处,内孔要用内径表。热态测量和冷态尺寸差别大,尤其是盘类零件,热胀冷缩能差出去几丝。所以,精车最后一刀前,必须让工件冷却到室温再量,或者按经验留出收缩余量。不较真,出不了好活儿。
就说这么多吧。车削这一行,干到老,学到老。你永远不知道下一个工件会给你出什么难题。但基础打扎实了,见招拆招,总能有办法。记住了,参数是死的,人是活的。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:车削加工:别再凭感觉调参数了,这些门道你得知道 https://www.dachanpin.com/a/tg/61237.html