上个月,一家做农用机械的老板打电话给我,声音里全是火气:“老张,我这台新买的光纤激光切割机,切12mm碳钢板,切出来跟狗啃的一样!厂家说能切18mm,我切12mm就这德行?” 我过去一看,好嘛,切割面全是挂渣,断面纹路粗得能当锉刀。那老板指着我的鼻子吼:“你说!这破机器是不是被骗了?” 我叹了口气——这事儿,我见太多了。
说实话,激光切割这行,现在被一些厂家吹得神乎其神。光纤机一出,仿佛能切天切地切空气。但你真信了广告,买回来就等着哭吧。激光切割的极限能力,从来不是只看功率数字。 同样的3000瓦,有的机器切10mm光滑如丝,有的切8mm就磕磕绊绊。问题出在哪?咱们慢慢聊。
激光器功率——只是个开场白
你在展会上一走,各家都拿功率说事儿:“我们6000瓦!”“我们万瓦!”……万瓦又怎样?我见过一台12000瓦机器,切20mm碳钢板,速度是快,但切面斜度大到没法用,最后还得上铣床修边。这就完全是参数匹配出了问题。
激光切割这件事,是一个系统级的多变量配合游戏——光束质量、焦点位置、辅助气体压力、喷嘴规格、材料表面状态……每一点都像多米诺骨牌。你单拎出一个功率,就像跟人吹嘘“我车发动机马力大”,可你离合器打滑,悬架散架,马力大有屁用?
先说光纤激光器本身。现在满大街都是国产锐科、创鑫的泵浦源,技术确实成熟了,但不同批次的光束质量BPP值差异还是存在。BPP不好,聚焦后的光斑直径就大,能量不集中,切厚板时底部能量不足,自然挂渣。我就碰到过一台机器,新换激光器后切8mm不锈钢,原来用2.0喷嘴,现在得换成2.5才能顺畅——光斑变大了嘛。你以为厂家会主动告诉你?“功率没变,切割参数得重调”?他们巴不得你签收完事。
焦点位置——那0.5毫米的魔咒
焦点位置,我愿称之为激光切割的灵魂。焦点每向上或向下偏移0.5毫米,切割效果就会天差地别。 切厚碳钢板,焦点通常要埋入材料表面以下,打在板材内部,这样切缝宽度和锥度才可控。但具体埋多深?这跟材料牌号、功率、速度、气压全有关。有时候差那么零点几毫米,下半部分就开始挂硬渣了。
更头疼的是,焦点会跑。特别是那些用久了没维护的切割头,热透镜效应一起来,镜片微变形,焦点就漂了。你盯着屏幕上的参数,明明设置得漂漂亮亮,切出来就是不行。这时候就得靠经验——听声音。老手一听切割时那种“嘶嘶”的稳定喷射声,就知道焦点对不对。要是声音变得尖锐或断续,准没跑。这玩意儿,机器自带的自动调焦?省省吧,它只是机械定位,解决不了热漂移带来的实际光路变化。
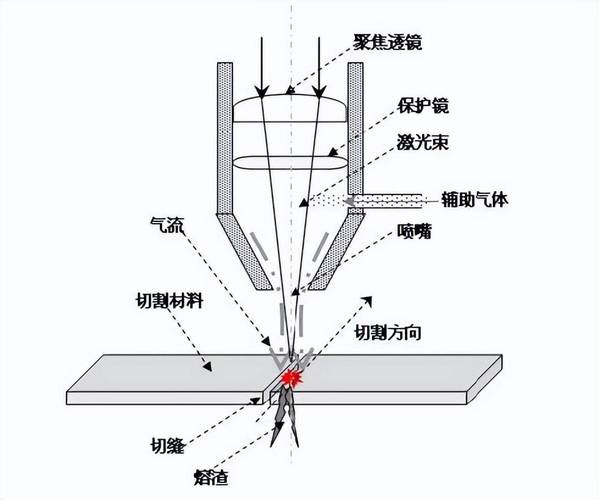
辅气——看不见的成本杀手
聊到辅助气体,我血压就高。好多老板只盯着机器买便宜货,然后死命压成本用普通空气切割。氮气?太贵,不用。氧气?纯度不够也凑合。结果呢?碳钢切完断面发蓝甚至发黑,一摸一手氧化皮,后续还要打磨。不锈钢切完直接发黄,客户拒收。
我告诉你一个真事儿:去年一家钣金厂接了一批医疗设备外壳,304不锈钢,要求切边无毛刺、不氧化。他们开始图便宜用制氮机出来的95%纯度氮气,切完边缘全是细微的黄色氧化点,全部报废。后来换液氮,纯度99.999%,成本每米多花1块5,但成品光洁如镜,客户当场追加订单。辅助气体,省的是小钱,毁的是质量和口碑。 尤其切厚不锈钢,高纯氮气是必须的,而且压力要稳定在18-25bar,流量要足够把熔渣吹得干干净净。别听那些卖空压机的忽悠你“永远免费用气”,出来的压缩空气水分和油含量能毁了你的镜片和切缝。
这里插一嘴:
问:我切10mm碳钢,用氧气和空气差别到底多大?
答:效率和质量完全是两个等级。用氧气,是氧化反应助燃,切割速度可以比空气快30%-50%,而且断面更光洁,几乎无挂渣。用空气,本质还是靠激光熔化再靠气压吹除,速度慢不说,断面容易有微氧化层和毛刺,后续处理麻烦。但成本上,瓶装氧气几十块一瓶,空气基本免费。所以大批量、低精度要求的件可以用空气,做精密件、出口件,老老实实上氧气,别省那点钱,否则返工成本吓死你。
问:激光切割机割铝板,老是把镜片弄脏,怎么破?
答:铝是高反材料,切割时会产生大量微细粉尘和铝蒸汽,特别容易污染切割头保护镜片。首先,必须加大辅助气体流量,用高压氮气或压缩空气把粉尘吹远。其次,切割头防尘设计很关键——有些机器的气帘和密封结构差,粉尘顺着缝隙就进去了。第三,如果你割的铝板数量大,建议额外加装一个切割头除尘吹气装置,在保护镜下形成气幕隔离。还不行?每次切完及时检查镜片,一天换一片保护片才几块钱,别等穿孔了、透镜烧毁了才哭。
选切割机?别当参数党
我特别烦一些老板对照参数表选机:“这个工作台大,这个功率高,这个便宜……”然后搬回来发现,中厚板切得稀烂,因为机床刚性和动态性能跟不上。切割头的跟随响应慢半拍,过拐角就过烧;横梁振动大,切圆变椭圆。激光切割机好不好,六成功力在光路和运动系统。 你光看激光器品牌,不看床身结构和伺服驱动,早晚吃亏。
讲个笑话:有家厂买了台廉价大台面机器,新机交付时切了块16mm碳钢样板,还行。用了半年,切正方形零件,对角线差0.5mm。一查,Y轴齿条和齿轮间隙大了。为啥?齿条材质不过关,淬火硬度不够,磨损失效了。这种细节,参数表上会写吗?不会。
所以我的建议是:实地考察,看同型号机器切你真实要干的活,别只看厂家演示的“特调”样品。带一两块你自己难切的料过去,让他们当场切,连切十件,看一致性。这行水太深,轻信口嗨就是交学费。
最后,我总说:激光切割机是工具,不是神。它需要懂它的主人。 参数调优能力、日常维护的细心、对异常现象的敏锐,才是发挥设备极限的关键。那些把机器当傻瓜机用的,要么做低端产品永远赚辛苦钱,要么等着被市场淘汰。你,想当哪种?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:激光切割:为什么你的光纤机切不好厚板?——一个老机械师的深度吐槽与实战指南 https://www.dachanpin.com/a/tg/61275.html