说实话,每次走进车间,看见操作工手边贴得乱七八糟的临时便签——我心里就咯噔一下。那上面写着各种“注意事项”,手写的,歪歪扭扭。再一问,老张这么干,小李那么调,同一台床子,同一个活儿,做出来的东西一致性呢?全凭个人“手感”。我们就这么搞制造?我经常问自己,那些嘴上喊的“标准化”,到底去哪了?
很多人都把 SOP 当成一堆锁在柜子里的 Word 文档,应付审核用的。大错特错。标准作业程序(SOP)它不是档案,它是活的,是你的最佳实践的凝固。每一次事故,每一次断刀,每一次客户投诉,都该被转化成一行一行的动作描述,刻进操作者的肌肉记忆里。我见过太多工厂,ISO 文件一大摞,现场却各行其是。这比没 SOP 更危险——给了人虚假的安全感。
你缺的不是文件,是能把经验“翻译”成动作的人。老法师退休,技术就带走了。你心疼吗?我心疼。那种感觉像什么呢?就像好不容易攒了一坛老卤,搬家时全给泼了。所以我现在跟团队讲,写 SOP 不能光动笔头,得泡在现场。你得盯着那个技术最好的师傅,看他怎么装夹、怎么对刀、手是怎么摆的,然后拆解、量化,还要追问为什么。很多时候师傅自己也说不出所以然,他觉得“就是这样嘛,干了一辈子了”。你得替他说出来。这个过程很痛苦,但值。
❗ 抄来的 SOP,是废纸一张
我见过一些企业,直接拿同行的作业指导书改个抬头就用。看到这种操作我真想骂人——你家的设备精度一样吗?你家的毛坯余量一样吗?空气湿度、切削液浓度、甚至操作台的高度,差了半厘米,人的重心就不一样,疲劳曲线完全不同。SOP 最怕的就是脱离场景。有一次我去做咨询,他们铣一个壳体,工艺单上写着“切削速度 120m/min”,但现场刀具振得跟跳舞一样。我问操作工为啥不提速,他说:SOP 这么写的,改了我怕担责。我当时差点一口气没上来。僵化的 SOP 比没流程更可怕,它扼杀了现场的应激能力。
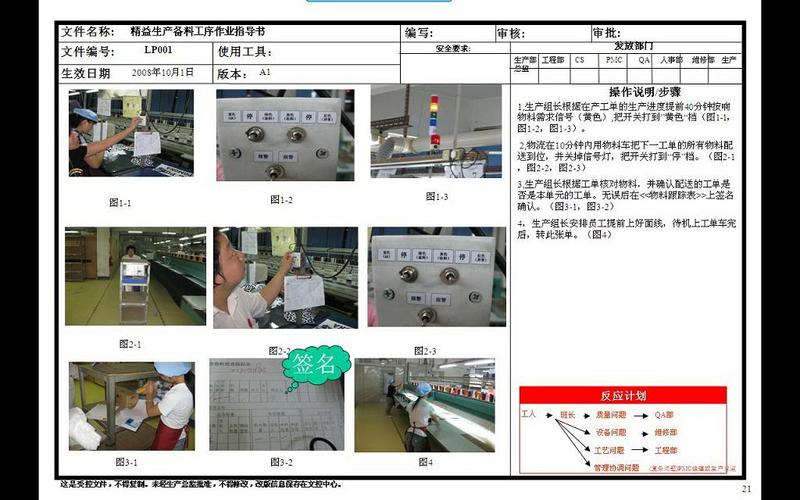 机加工车间操作者对照SOP文件调整设备
机加工车间操作者对照SOP文件调整设备
所以,好 SOP 一定带着现场的机油味。它得有环境约束:什么温度下做?用了哪家刀具?夹具编号是多少?甚至应该包含一张实拍图,标注出打表的位置、力矩扳手的设定值。我们常犯的一个错误是把 SOP 当成纯技术文档,冷冰冰的参数堆砌。不对,它应该是一本“防呆指南”。比如换型作业中,哪些步骤最容易出错?就在对应的位置画个骷髅头符号,配上血泪教训——“上次老刘漏了这一步,撞坏主轴,赔了十八万。”这种带着情绪的记忆点,才真正进得了脑子。
✅ 好 SOP 自己会“进化”
很多人以为 SOP 写完了就万事大吉。怎么可能呢?工艺在变,刀具在升级,连操作工的年龄都在变——现在进来的零零后,他们的信息接收习惯跟七零后完全不一样。我最近在一个项目里强制推行“短视频化 SOP”,每个关键动作录成十几秒的片段,贴二维码在工位。结果效率提升的速度让我自己都吃了一惊。但这里有个坑:视频不能替代纸面文件。为什么?因为阅读可以跳,可以速查,视频只能线性播放。紧急时刻,谁有耐心从头看到尾?
所以 SOP 的版本管理成了大问题。现场经常出现五六个版本的文件混用,问班长哪个是最新的,他挠头。这事儿不能靠自觉,得靠系统。我强烈建议,哪怕没有 MES,用个共享文件夹加显眼的命名规则也行,比如“壳体OP30_铣面_V3.2_20250321”,强制覆盖旧版。另外,
更改 SOP 必须联动培训记录。你没培训,光发了文件,操作者看没看?不知道。下次出事,责任是你管理者的。
问:说到培训,到底怎么验证操作者真的掌握了 SOP?光签字确认是不是太儿戏了?
答:问得好!签字确认基本等于心理安慰。我通常用“反向教学法”——让他按 SOP 教一遍我,或者教一个新员工。他能讲清楚“为什么第三步要轻轻敲一下而不是砸下去”,才算过关。还有就是抽检,冷不丁走过去,让他立刻按当前步骤操作一遍,看有没有下意识的错误动作。人的习惯很顽固,尤其是老员工,他们有自己的“独门绝技”,但有些“绝技”恰恰是变差的源头。你必须用重复的、对肌肉的强化训练,覆盖掉旧记忆。这过程很得罪人,但你不做,SOP 就贴在墙上落灰。
 工业工程师用平板电脑拍摄操作员SOP动作视频
工业工程师用平板电脑拍摄操作员SOP动作视频
还有一个容易被忽略的点:SOP 的可读性。不少工程师写的术语,操作工根本看不懂。什么“轴向间隙控制在 0.02 至 0.05 毫米”,你还不如告诉他“塞尺刚能塞进去但拔出来有点涩”来得直接。文字要为使用者服务,不是写给自己看的。我见过一份令人发指的 SOP,通篇被动语态——“应使用千分表进行复测”,谁测?什么时候测?测哪里?什么都没说清。这种文件就是推卸责任的完美道具——反正我写了,出事是你没执行。这种文化不改,工厂永远搞不好。
💡 从“盯人”到“盯系统”,SOP 是第一步
 💡 从“盯人”到“盯系统”,SOP 是第一步
💡 从“盯人”到“盯系统”,SOP 是第一步
很多老板跟我说,上自动化就能解决一致性问题。我说你先慢点。自动化产线如果喂进去的料是歪的,它干出来的全是歪的,速度还快十倍。智能制造的基础就是标准作业。没有标准,就没有数据基准;没有数据基准,你做什么 SPC、搞什么人工智能预测性维护,全是瞎扯。
所以我现在辅导企业,第一个动作就是逼他们把核心工序的 SOP 拉出来,狠狠地做一次“现场验证”。不是坐在办公室看文件,是拿秒表、拿卡尺,一个循环一个循环地跟。在这个过程中你会发现一堆“写在纸上但永远不可能被执行”的步骤,比如“观察切削液流动方向”——液流那么快,观察个鬼?改成“确认切削液喷嘴对准刀尖”,马上就能做对。这种细微的优化,积累起来就是巨大的竞争力。
问:我们车间活儿太杂,每天换好几次型号,SOP 根本来不及详细写,怎么办?
答:这是个很现实的窘境。完全按批量模式做烦琐的 SOP 确实不现实,但你可以换思路——做“模块化 SOP”。把通用动作拆成插件:比如“换夹头作业标准”、“量具归零校准标准”、“首件检验五步法”。然后把它们像搭积木一样组合成一份特定型号的作业包。这样你哪怕一天换十次型号,也能保证每个基础模块的执行不走样。另外,这种高频换产的情况下,
视觉化 SOP 就特别重要了。用大图、用颜色区域标识,减少文字阅读时间。甚至可以做成防错雷达图,一眼看出当前配置该往哪拧。
说到底,标准作业程序(SOP)这东西,考验的是管理者的耐心和决心。它不是一项“运动”,不是做给客户看的展板。它是你车间运行的底层操作系统。今天你纵容一个不按标准操作的小动作,明天可能就是停线两小时的大故障。然而,写出一份活的、能呼吸的 SOP,那种成就感也是实打实的。就像打磨一件精密治具,每个细节都透着妥帖。
下次再聊,我先去现场,跟一个改善小组碰头。他们昨天提交的新版 SOP 居然用表情包做了警示标记,我急着去点赞——这才是面向未来的工业语言,不是吗?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:标准作业程序(SOP):别再让你的产线靠“手感”活着了 https://www.dachanpin.com/a/tg/61299.html