第一次听到“快速换模”,我差点以为是什么魔术。一分钟换模,骗鬼呢?后来在宁波一家冲压车间,我亲眼看着一个师傅,三分钟换完一套两百吨的模具。他扭头冲我一笑,满脸油污,说:“其实还能更快,就是懒得改了。”——我当场破防。
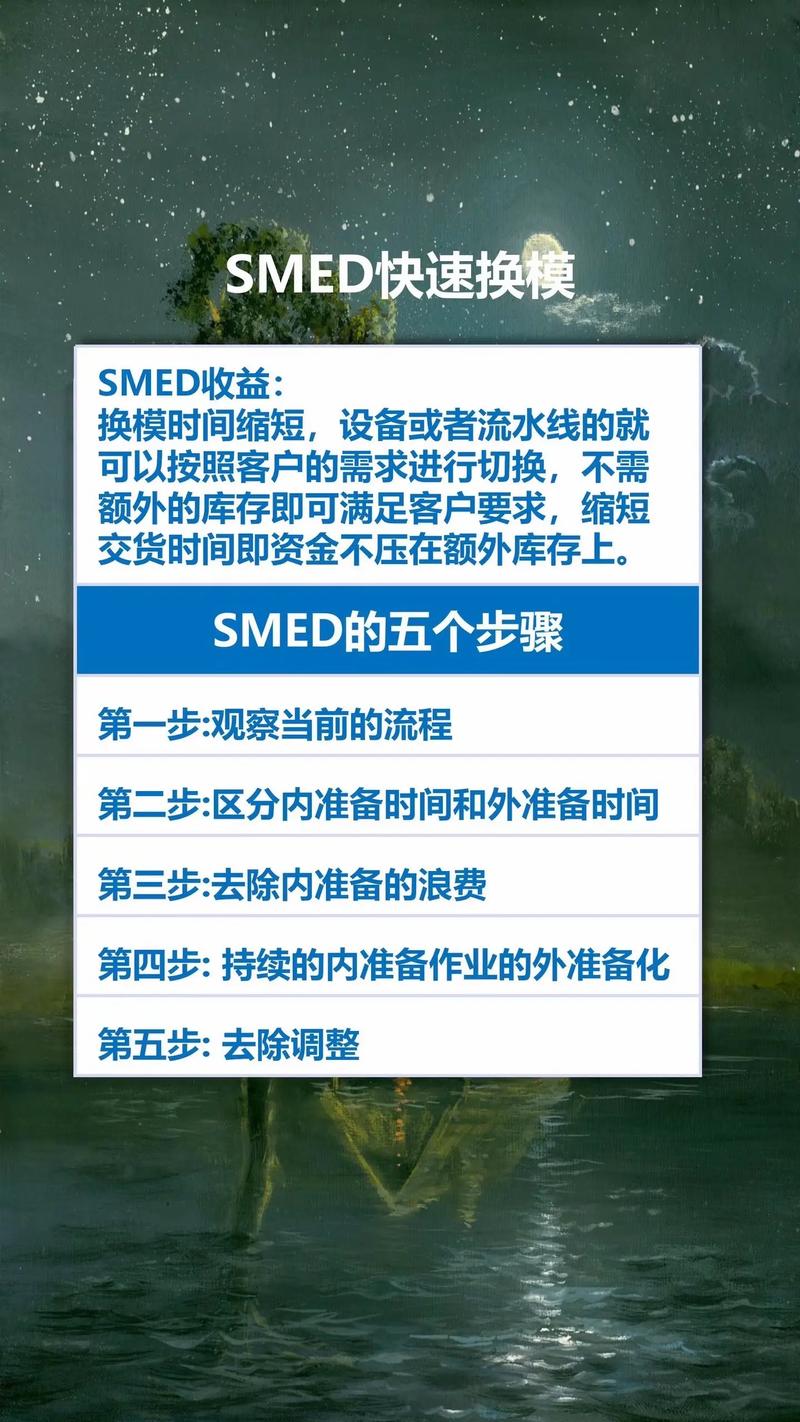
说实话,SMED(Single-Minute Exchange of Die)这套方法论,被太多人神化了。什么“日本精益生产的终极武器”……你要是真去翻丰田的原始资料,会发现人家根本没把它当终点。新乡重夫当年在理光搞这个,出发点特朴素:订单量小了,换模时间占生产时间的三成,不砍掉怎么活? 结果传到国内,变成一堆咨询公司 PPT 上的标准动作:区分内外部作业、转化、简化、标准化……然后工厂花几十万做项目,半年后回弹。
为什么会这样?因为真正卡脖子的根本不是技术,是管理上的惯性自私。我见过最离谱的一次:一家汽配厂,模具要预热到180度,换模工单上写着“外部作业——提前加热”,可模具车间的加热炉就一台,排程乱成一团,加热完了得等行车吊过去,一折腾四十分钟。问为什么不多买一台加热炉,设备经理说:“年初预算没批。”——你看,SMED 的敌人不在车间,在财务部。
💡 你做的“内转外”可能全是假的
传统教材教你:把停机才能做的活儿(内部作业)尽量转到停机前做完(外部作业)。比如提前备料、预调模具、检查工装。听起来简单,对吧?可实际一做,全是坑。去年在苏州,一个电子零部件工厂请我去看,他们搞了三个月 SMED,换线时间从45分钟降到32分钟,就再也降不下去了。我去了现场,发现他们把“模具预调”当成外部作业,可预调台精度不够,上机后还要重新打表,这个“二次校准”又变成了内部作业——转了个寂寞。

真正的内转外,必须配合硬件的快换结构和量具的零点定位。我见过一家德企的注塑车间,模具底板统一液压夹紧,定位销换成球锁,换模工推过来一个预热小车,模具从预热到夹紧,全程不需要扳手。他们管这叫“三秒换模”。当然,投入不菲。可回过头想,你省下的换模时间,一年能多产出多少?算总账的时候,财务部又沉默了。
另一个经常被忽略的——并行作业中的沟通成本。 SMED 提倡双人甚至多人并行操作,缩短停机时间。但人一多,嘴就杂。有次在青岛,两个换模工因为谁先拧哪个螺栓吵起来,模具吊在半空晃悠,安全员脸都绿了。后来他们搞了个玩意儿:换模作业配合卡,把每一步精确到秒,谁在什么位置、做什么动作,画成傻瓜式图示,贴在设备旁边。结果呢?换模时间又砍掉20%。所以工具科学之外,还得有行为约束。
❓ 问:我们厂批量大,换模少,SMED 有意义吗?
答:这个问题,我被问过不下二十次。答案很扎心:如果你觉得换模少就不需要搞,那你的排产思维还停在十年前。 现在市场什么鬼样子?客户要货恨不得今天下单明天就送,你批量再大,也架不住插单和急单。我服务过一个家电钣金厂,主力产品稳定,但每个月总有那么几次紧急插单,换模一次两小时,全车间跟着乱。后来他们被迫上了 SMED,不是为了天天用,就是为了当异常来临时,你有能力快速切过去而不崩盘。就像买灭火器,不是天天着火,但着了火你没它,就完蛋。
而且,SMED 带来的一个副产品,你可能没意识到——它倒逼你标准化所有工装接口。 我们常见的老工厂,模具来自五湖四海,螺栓规格五花八门,闭门高度不统一。你要想实现快速换模,必须先把这些杂乱的物理接口统一掉。这个过程,本身就是对设备资产的一次大整顿。就算最后没达到“一分钟神话”,你的模具寿命、设备精度稳定性,都会有质的提升。这笔账,没人算。
❓ 问:数字化时代,搞自动换模是不是比 SMED 更先进?
答:千万别掉进“技术迷信”。自动换模系统确实牛,模具台车、AGV 联动、RFID 自动调取参数……我在德国看过福伊特的纸机辊子更换,全程无人,三分钟。但回来看看我们自己的工厂,用得起吗?SMED 的可贵之处,恰恰在于它不依赖巨额投资,靠的是脑子和改善意识。 我甚至觉得,在自动化之前,先得把人的逻辑跑通。如果人的流程还是混乱的,上了自动化无非是让机器更快地犯错。一个极端例子:某新能源电池厂商,花八百万上了自动换卷设备,结果因为极片定位传感器没考虑粉尘干扰,隔三差五报警停机,换卷时间反而比人工还长。后来他们重新用 SMED 的思路梳理了人机协作,才救回来。
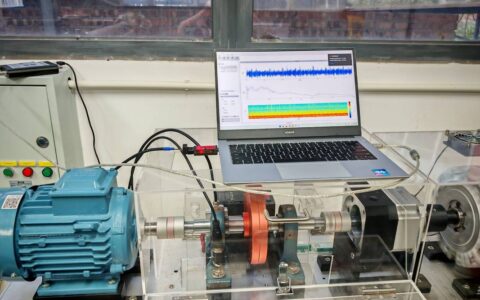
数字工具真正能帮上忙的,是换模过程的可视化和数据分析。比如用工业平板记录每一步的实际耗时,自动生成波动图,一眼就能看出哪一步不稳定。再结合简单的传感器——比如在模具存放架贴 RFID,吊车取模时自动开始计时,超时报警。这些东西不贵,但能把藏在经验里的浪费挖出来。说到底,SMED 的核心是暴露问题,而不是直接给答案。
🔧 我的几点偏执建议
第一,别把“单分钟”当 KPI。 我见过管理者强压目标:必须降到十分钟以内!然后工人为了达标,螺栓没拧紧就开机,结果冲压到一半模具位移,出了一批废品。时间省了,钱没了。SMED 追求的是稳定、可重复的短时间,不是偶然一次的极限挑战。
第二,换模结束后,必须做五分钟复盘。 不要开什么正式会议——就在现场,站着聊:今天卡在哪里?谁的工具不好使?哪个动作多余?随手记在设备边上的白板上。我管这叫“肌肉记忆式改善”,比任何正式提案都管用。三个月后你看那白板,会发现规律惊人的一致。
第三,给换模工“改善权”。 他们才是每天摸设备的人,很多时候你问他们怎么改,他们讲的比工程师靠谱十倍。但前提是,你得创造一个不追责的环境——别一说真话就扣钱。我在温州的一家打火机厂,老板让换模工自己设计了一个简易的模具高度调节垫块,成本五十块,换模快了八分钟。这事儿要是让技术部立项,没两万下不来。
最后忍不住吐槽一句:市面上那些 SMED 培训教材,90% 还在用梭子线和纽扣的比喻,或者拿赛车换轮胎举例,我求求了,能不能更新一下案例库?现在的制造业,面对的是更复杂的模具、更严苛的温控、更变态的洁净度要求。比如医疗器械注塑,换模前得消毒,换模后得做首件全尺寸检验,这些时间怎么压缩?没办法简单套公式。所以,SMED 的灵魂从来不是步骤,是持续逼近极限的偏执——这种偏执,才是一个工厂活下去的理由。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:快速换模(SMED)的真相:别再被“单分钟”这个词骗了 https://www.dachanpin.com/a/tg/61315.html