入行第一课:产线平衡不是“平均主义”
刚做IE那年,我对着Excel折腾了三天,把每个工位的时间算得清清楚楚。然后——强行调整。结果?当月产量反而跌了8%。车间主任黑着脸问我:“你以为平衡就是让所有人一样忙?” 我哑口无言。那种挫败感,啧,现在想起来还摇头。
确实,教科书会告诉你,产线平衡率=(各工序时间总和/(瓶颈时间×工位数))×100%。数字漂亮了。但现实呢?平衡率95%的产线,实际OEE可能不到70%。问题出在哪?——变异性。人的疲劳、物料的磕碰、设备的微小停顿,这些“软因素”能把你的静态计算撕得粉碎。所以,真正的平衡不是削峰填谷,而是在动态中寻找稳态。

被神化的“节拍时间”与现实的沼泽

节拍时间(Takt Time)是好东西。我承认。它让你的规划有了靶心。可一旦陷入“必须压到标准节拍”的执念……灾难就开始了。去年在华南某电子厂,客户告诉我他们严格按节拍设计,可产线就是走走停停。我到现场一看——堆积!像年夜饭的圆桌,盘子叠了三层。那根本不是节拍的问题,是工位间在制品(WIP)失控。
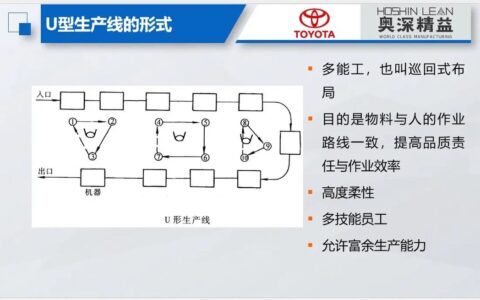
换句话说,我们太迷信“单件流”了。单件流当然理想,U型线也漂亮。但假如你的某道工序天生波动大——比如点胶,固化时间飘忽不定——硬搞单件流就是找死。不如在瓶颈前设置一个精确计算的缓冲。缓冲不是罪恶,是智慧。❗
问:既然缓冲有用,那为什么很多精益老师排斥? 答:因为他们担心缓冲会掩盖问题,变成“库存”。但生产管理不是非黑即白的。你要做的是区分良性缓冲与恶性库存。良性缓冲是维持流动的“呼吸空间”,量要小、要可控,并且一旦异常消除就要取消。恶性的、永久的堆放才是垃圾。我见过一家连接器厂,在瓶颈冲压前放15分钟缓冲,整体产出提升了12%。当然,这需要协同机制——安灯、拉动系统。否则缓冲就是变相的垃圾堆。数字化工具:是真救命还是花架子?
这几年,数字孪生、AI排产满天飞。去年我参与了一个项目,给一条老旧的变速箱产线做动态平衡优化。MES数据拉出来,好家伙——一天内瓶颈居然漂移了四次!固定式平衡就是个笑话。我们用了实时数据采集和仿真,搞了个“分钟级重平衡”模型。听起来炫,对吧?落地时差点没被自己蠢哭:传感器精度不够,模型出的建议是让工人每半小时换一次岗,搞得他们骂娘。💡后来简化方案,把模型输出转为辅助决策,让班组长结合经验微调,反而成了。
所以,数字工具是放大镜,不是手术刀。你得先有合格的数据土壤,和愿意接受改变的人。否则,就是花大钱买一块电子看板。

可穿戴与柔性:2025年的新变量
最近跑了几家汽配厂,发现一个趋势:用可穿戴设备捕捉标准作业。背夹传感器、智能手套,把熟练工的“肌肉记忆”量化成节拍波形。结合AI分析,能瞬间锁定那些微小但致命的时间泄漏——比如弯腰取料多花了0.8秒。这在过去只能靠IE肉眼看,现在可以自动预警。不过,别急着上。没有基础的5S和标准作业文件,数据就是噪音。
还有协作机器人的柔性介入。以前硬自动化一投就是几百万,现在不少厂搞“人机耦合平衡”:让机器人在瓶颈工位两侧做辅助抓取,人去完成高灵活度动作。平衡率提升立竿见影,但必须重新设计作业分配——不然人反而变成机器的“跟屁虫”。💡
人,才是平衡木的支点
谈到最后,绕不开人。我有个偏见:没有糟糕的产线,只有僵化的思维。曾经辅导一个组装线,平衡率做到92%就上不去了。后来我们搞了“技能矩阵”和“多能工训练”,让员工能随时支援瓶颈——平衡率很快顶到了97%。但你猜代价是什么?前三个月质量波动差点让我们崩溃。因为人不是机器,熟练度需要时间。
更隐蔽的坑是“平衡幻想”:以为静态平衡做完就一劳永逸。实际上,产线是活的,订单会变、人员会流动。我们现在的做法是把平衡做成滚动机制:每周开一次“线平衡健康会”,小组长对着平板上的回放指指点点,讨论上周瓶颈为什么转移,下周需要什么调整。✅ 这比任何软件都管用。因为它激发了车间自己的问题解决。
最后,送各位同行一句我从教训里捞出来的话:产线平衡,平衡的不是时间,是变异和人性。别追求完美的数字,去追求柔韧的流动。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:生产线平衡:那些教科书不会告诉你的痛点与破局 https://www.dachanpin.com/a/tg/55097.html