这两年工业圈子里,粉末涂层技术几乎成了表面处理的标配。但说实话,真正能把粉末涂层玩得转的,还真不多。前阵子我去一个朋友的厂里,看到他们的喷涂线,差点没把我气笑——粉末回收系统就是个摆设,喷房里粉尘飞扬,工人戴着口罩像在雾霾里干活。这哪是喷涂,这是烧钱啊!
很多人以为粉末涂层就是塑料粉喷上去烤一烤。大错特错。现在的粉末涂料,树脂体系、固化剂、颜料、助剂,配比精细得像做菜。环氧、聚酯、环氧/聚酯混合、聚氨酯、丙烯酸……不同场合选不对,后面哭都来不及。❗
比如户外设备,你用纯环氧?等着黄变吧。得用耐候聚酯或者超耐候聚酯。还有低温固化粉末,特别适合热敏底材,比如木材、MDF,一烤就裂?不存在的。
我见过最离谱的一次,一家医疗器械厂,全用环氧粉末,结果不到半年,车间里的推车涂层粉化,一碰一手白灰。客户投诉电话被打爆。老板后来找到我,我一看:室内用环氧没问题,但他们经常酒精擦拭消毒,环氧耐化学性不行。换成聚氨酯粉末后,妥了。💡 这事儿告诉我,粉末涂层不是一喷了之,底材、环境、使用条件,全得摸底。
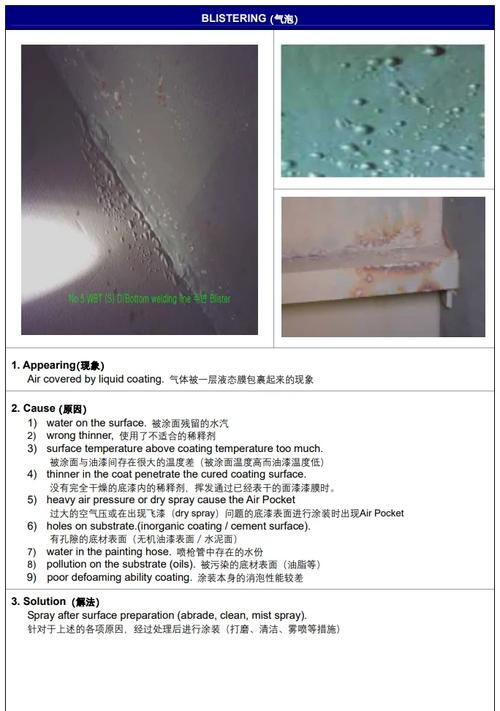
粉末涂层的缺陷,十个厂九个遇到过。缩孔、针孔、桔皮、颗粒、色差……每一种背后都是一个坑。
有一回,一个做汽车零部件的客户,喷出来的件总是有针孔。他们以为是粉末问题,换了好几个供应商,问题依旧。我过去一看,嘿,前处理酸洗后水洗不彻底,残留的酸根在涂层下面捣乱。加上固化炉温控不准,局部过热,气体冲出来就是针孔。调整了水洗和炉温曲线,马上就顺了。
还有静电喷涂的“法拉第笼效应”,凹槽死角喷不上,逼得人要发疯。这得靠喷枪的电压、出粉量、喷涂角度去调,甚至要改挂具设计。所以啊,粉末涂层不是买台设备就能干好的,经验是拿钱砸出来的。
答:先查前处理。除油除锈、磷化或硅烷处理到位了没?底材有氧化皮或者残留油污,粉末再牛也粘不住。其次看固化条件,温度不够或时间不足,交联不充分,就像烤红薯没熟透,里面是生的。❗ 还有粉末本身,如果质量不行,树脂流动性差,也无法润湿底材。所以,别一掉就骂粉末,前处理、炉子、粉末,挨个排查。
答:这得看脸……开玩笑的,看环境。室内用环氧,十年八年没事;户外聚酯,耐候测试过了1000小时氙灯,十年不一定变色,但前提是预处理达标,膜厚均匀。海边盐雾?那得上富锌底粉加耐候面粉,或者先做一层防腐底漆。跟油漆比,粉末VOC为零,环保完胜;机械性能、耐磨性也强,但施工灵活性不如油漆,修补也麻烦。各有各的命。
粉末涂层技术也在迭代。现在流行低温快速固化,120°C 3分钟搞定,适合流水线,省电。还有粉末涂层套色技术,类似车漆,能做伪电镀、仿木纹,门窗行业玩得飞起。✅
数字化喷涂系统,实时监控膜厚、回收风量、温湿度,数据上云。我前两天刚帮一家上市公司调试了一套,透过大屏看产线,每个挂具的膜厚偏差不超过5μm,老板乐得合不拢嘴。不过投资不小,一条全自动线,300万起步。但长远看,一致性上去了,客户投诉少了,值。
还有粉末原材料国产化,以前高端粉末都要用国外的,现在国内几个大厂,比如黄山、华佳,做的聚酯树脂稳定性越来越好,价格比进口低30%,真香。不过低端市场也鱼龙混杂,有些粉末里加回收料,流动性差,喷出来全是桔皮。得擦亮眼睛。
说了这么多,其实就想传递一个理儿:粉末涂层是个系统工程。从底材、前处理、粉末选型、喷涂工艺、固化,到检验,一环扣一环。别指望买个好粉末就万事大吉,那是做梦。得扎进去,交学费,吃教训,才能喷出让人竖大拇指的件。
好了,各位工业人,有问题评论区唠。我干了二十年涂装,不信治不了各种疑难杂症。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:粉末涂层避坑指南:一个老工业人的掏心话 https://www.dachanpin.com/a/tg/55547.html