前两天去一家供应商做审核,车间里大屏上跳动着醒目的数字:OEE 85%。生产经理挺得意,说他们已经是行业标杆。我扫了一眼产线——换模花了一个多小时,设备报警灯一直在闪,地上堆着不少返工件。85%?我心里呵呵。这不是OEE算错了,就是把分母玩大了。
干了二十年设备管理,这种“数字游戏”见得太多了。设备综合效率(OEE)这个指标,本来是精益生产的利器,结果硬生生被用成了遮羞布。说实话,OEE本身没毛病,毛病出在人——要么不理解它到底在量什么,要么故意挑好看的数据。
OEE不是给老板看的绩效,是给设备看的体检单

很多人一上来就纠结公式:OEE = 可用率 × 性能率 × 质量率。背得滚瓜烂熟,但一问每个率怎么取数,就支支吾吾。可用率?按计划开机时间扣掉停机,对吧。可什么是“计划停机”?午休算不算?缺料停线算不算?有的工厂把用餐时间全拉掉,有的挤进去一半,OEE直接差了十几个点。
我自己的习惯:把OEE当成设备的真实体检报告,而不是给老板看的PPT数字。体检会骗人吗?当然会,如果你抽血前吃了顿火锅。同理,OEE的计算基线、数据采集方式如果没较真,出来的就是个虚值。去年我们在一条冲压线上发现,传感器记录的停机时间总和,跟手工报表差了40%——因为操作工只记“大故障”,小停机和节拍降低全忽略。这样算出来的OEE能有意义?
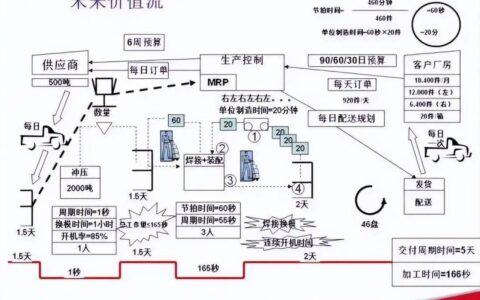
[IMG_OEE计算要素示意图 设备可用率性能率质量率关系图解]所以,千万别迷信数字。得趴到设备跟前,闻闻润滑油的味道,看看日志文件里藏着的微停——那些三五秒的卡料、传感器复位、传送带打滑,才是吃掉OEE的隐形杀手。❗
三根支柱里,哪根最容易被注水?
答案是性能率。可用率好歹有停机时长卡着,质量率有报废件压着,唯独性能率,理论节拍这个分母太容易“调整”。我见过最离谱的案例:一台用了八年的注塑机,理论节拍还按新机出厂时设定,结果OEE常年在95%以上。实际呢?节拍慢了至少20%,因为螺杆磨损、温控滞后。只要没人重新测定理时间,性能率就永远虚高。
另一个坑是质量率——只计入报废品,不考虑返工。可返工消耗的工时、能源、产能机会,难道不是损失?严格来说,返工品应该折算成有效产出损失,但在标准OEE公式里它就是个漏网之鱼。所以有些车间报废率漂亮得很,OEE光鲜亮丽,背后却藏着庞大的返工团队在擦屁股。💡
问:我们厂OEE卡在60%上不去,最先该从哪里开刀?
答:先别急着上自动化,也别去怪操作工。拿一个礼拜时间,老老实实做停机原因的帕累托分析,记得区分故障停机、换型停机、缺料停机、小停机。70%的工厂,最大的损失往往不是设备故障,而是“换模换线”和“节拍损失”。我们辅导过一个家电钣金车间,OEE从58%提到74%,没花什么钱,就干了两件事:推行快速换模SMED,把内部作业尽量外移;用一块白板把每个小时的实际产出标出来,让节拍波动可视化。管人先管信息,对吧。
问:数字化系统上了,OEE就能准吗?

答:天真了。系统只会忠实地反馈你喂进去的数据。传感器装歪了、基准没校正好、逻辑没覆盖到所有状态——出来的就是精致包装的垃圾。强调一遍,数据的清洗和校验比系统本身重要十倍。我们公司上MES采集OEE的第一年,数据团队天天跟车间吵架:为什么切刀停了0.5秒也算停机?因为振动传感器阈值设太敏感。为什么夜班OEE总是比白班低?后来发现夜班班长习惯临近交班才集中录入生产数,导致时序错乱。数字化的最大教训:先搞懂物理世界的复杂,再谈软件。❗
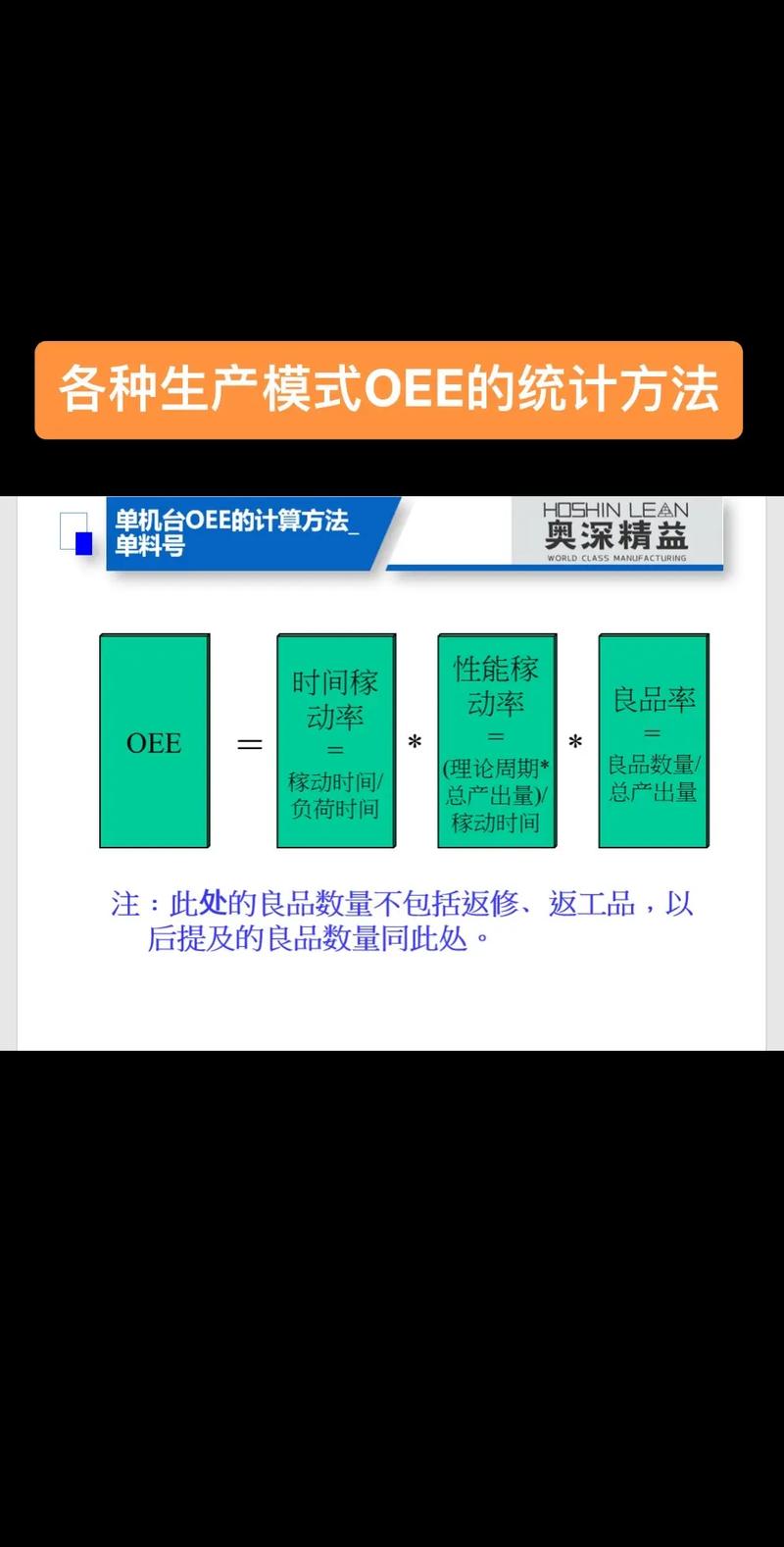
[IMG_OEE提升实践 工厂OEE改善看板与设备数据采集]最近几年,行业里开始流行用TEEP(总有效设备生产率)来补OEE的刀。OEE只算loading time,即计划开动时间内的损失,但TEEP把24小时×365天全兜进来——设备闲置、无订单、计划检修全算损失。这玩意儿显性化更狠,逼着你思考:到底有没有必要买那么多设备?外包是不是更划算?尤其对于重资产行业,TEEP才是照妖镜。不过话又说回来,也不是越高越好,如果订单不饱和,硬撑TEEP反而形成过量库存。所以得结合需求流动来看。
还有一个趋势:OEE开始向下渗透到单机台、单模次的粒度。以前按月统计,等到发现异常,废品都堆成山了。现在借助IoT,能做到分钟级甚至实时监控,直接关联到具体模腔。我们一个做连接器的供应商,通过监测单模压力曲线,发现第6号模穴的OEE不稳定,拆模后发现排气槽堵塞。这就是OEE的预测性维护切口。✅
最后唠叨一句:OEE的本质是暴露问题,不是证明完美。如果一个数字从来没让你皱过眉头,那多半有问题。下次看到大屏上99%的OEE,走过去拍拍设备经理的肩:兄弟,分母调了没?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:设备综合效率(OEE)真的那么神?一个老工程师的拆解 https://www.dachanpin.com/a/tg/55611.html