我见过太多工厂把MTM奉为效率圣经。墙上贴满标准工时,显示屏跳动着毫秒级数字——结果呢?产线照样停工,工人照样摸鱼。是不是很讽刺?时间测定(MTM),全称Methods-Time Measurement,这套1948年诞生的预定时间系统,本来是为了科学设定标准工时,但被用得走火入魔了。说实话,很多工业工程师拿着MTM表格左算右算,最后得出的数据完美得像个谎言。为什么?因为MTM分析的前提是“理想化操作”,可车间里根本没有理想状态——气压波动、来料偏差、临时顶岗的新手,这些变量能瞬间让小数点后三位的时间失去意义。
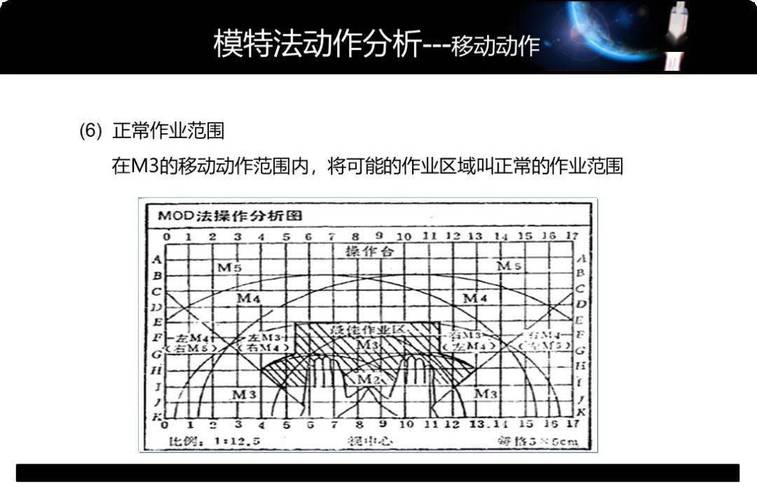
不过话说回来,MTM本身没毛病。它的底层逻辑至今无人能推翻:把人的操作分解成伸手、抓取、移动、定位等基本动作,每个动作赋予时间值(1 TMU = 0.036秒)。这种方法时间测量避免了对操作者个人差异的依赖,比传统秒表测时客观得多。❗问题是,我们太迷恋那个数值了。就像拿着游标卡尺量西瓜,只管精度不管甜度。
为什么MTM在智能产线上频频翻车?
有一次我去长三角某电子代工厂,他们引进了最新MES系统,自动采集每个工位节拍,然后跟MTM对比。对比结果惨不忍睹:实际耗时往往是理论值的1.3~1.8倍。老板脸都绿了——难道MTM错了吗?倒也不是。动作分析人员漏掉了“辅助动作”:比如插件工在拿取物料前有个无意识的手指搓动,0.2秒,一天下来累计浪费掉一个工时。这种细微动作MTM表格里根本不会列,除非你做时间研究时趴在产线上盯足一整天。但这些隐性损耗才是真正的效率黑洞。
更扎心的是,数字化带来的实时反馈反而加剧了焦虑。工人盯着屏幕上的绿黄红灯,拼命凑CT,结果质量下滑。😩 我在一家汽配厂看到,管理层强行要求所有工位节拍时间向MTM看齐,一个月后后工序返修率飙升2.7%。工人抱怨说:“简直把人当机器。” 机械地追求预定时间系统给出的理论极值,却忽视了人的生理波动与恢复需求,这能不出事?
扔掉表格前,先搞懂这三件事
既然MTM这么容易用错,是不是该扔进历史垃圾桶?💡 绝对不是。关键在于“怎么用”。下面这三条是血泪教训换来的:
第一,区分“应该用时”和“实际用时”。 MTM算出来的是“应该用时”,它没考虑宽放。疲劳宽放、生理宽放、管理宽放——这些必须结合具体的工作环境与文化加上。有些公司一刀切加15%宽放,懒政!宽放率需要基于实地作业测定和生理测评。比如夏季高温车间,宽放率提到20%都不为过。
第二,MTM不是给计件工资作准绳的。 很多人把MTM直接等同于“这个活就该给多少工钱”,错得离谱。MTM的初衷是方法改进,不是绩效考核。用它来优化操作顺序、消除无效动作,效果显著;用来压榨工人速度,那是自寻死路。我见过一个线长灵机一动,按MTM标准定日产量,结果第一个星期就有三个熟练工辞职——人家去隔壁厂多挣30%。
第三,每次切换新品必须重新分析。 有些工厂真够懒的,一个产品的MTM数据能用三年。产品结构变了、物料包装改了、治具升级了,时间值怎么可能不变?去年我帮一家医疗器械厂做翻单前的预定时间分析,发现铆接工位的TMU值因为钉头尺寸变化,足足少了82 TMU。如果继续沿用老数据,产能核算全乱套。
MTM×数字化:是敌是友?

有趣的是,越来越多的智能制造工厂重新捡起MTM——不过换了个姿势。他们用AI视觉捕捉实际操作视频,自动拆解成动作序列,再匹配MTM标准库。这下好了,不用工程师拿笔纸画来画去,方法时间测量的获取速度提升十倍。但机器识别也有盲区。比如“巧劲”这个动作,拧螺丝时老手的发力曲线绝对跟新手不同,AI却可能都归为M5(中等施力)。误差就这样来的。
我在德国某汽车总装线上见过一套混合系统:机器人负责搬运与焊接,MTM经过修正后用于人机协作工位。人从行走改为转身取料,只改变一个动作,节拍省了1.2秒,全年省下的成本够买两台AGV。❗这告诉我们:数字化工具放大了MTM的威力,但动作经济性原则和现场改善的灵魂仍在工程师的经验里。
问:小批量多品种的工厂,MTM分析成本太高,怎么做?
答:完全按标准MTM-1去分析每个产品确实不现实。这时可以做“类别标准化”——把同类操作(比如装密封圈、贴标、拧螺钉)做成标准动作单元库,新产品来后做组合分析。初期投入大,但后续复用率惊人。我们给一家阀门厂建了约200个动作单元,新品工时出具时间从3天压缩到4小时。另外,如果你们上了视觉辅助系统,利用已有录像自动生成动作序列,边际成本更低。
问:MTM数据是否适合直接导入ERP用于成本核算?
答:不建议直接导。ERP需要的是标准工时,MTM只是它的来源之一。通常做法是以MTM分析值为基础,乘以绩效系数(比如100%熟练工的1.2倍),再加上合理的宽放。不同产品、不同产线可能有不同系数,需要历史数据校准。一次性导入MTM值,财务得跟你拼命——残次品损失、设备故障停机、交接班损失都没考虑,最终成本会比实际低不少。
最后一点牢骚
我见过太多工业工程师把时间测定(MTM)当成理论考试,精算到每一TMU,却忘了到产线走走。真正的改进往往不在表格里,而在操作者磨破的指套上,在物料架别扭的高度上,在频繁转身导致的腰部劳损上。时间研究再精确,若不能转化为减少工人疲劳、提升流畅度的措施,就只是PPT工程。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:时间测定(MTM)的现代困境:我们真的需要精确到0.036秒吗? https://www.dachanpin.com/a/tg/55636.html





