节拍的迷思:计算再漂亮,人不配合就是废纸
节拍时间算得天花乱坠,客户需求一波动,全乱套。去年在宁波一家汽配厂,IE工程师拍胸脯说平衡率做到了93%,结果夜班产量掉一半——为什么?夜班临时工多,操作速度跟不上节拍,线体堆满在制品,班组长索性放慢传送带。所以啊,节拍是死的,人是活的。你没给操作者留出喘息的余量,没考虑技能差异,更没把吃饭、喝水、上厕所这些生理需求算进宽放,强行拉平只会逼出各种应付手段。我见过老员工为了追节拍,跳工序、藏半成品,最后整条线的质量都崩了。

另外,节拍计算里有个隐藏大坑——时间观测的人为误差。拿个秒表站在工人背后,人家立刻紧张或者故意放慢。你得录视频回放分析,反复比对,还得和操作者聊,确认每个动作的难度和疲劳点。有一次我测一个装配工位,秒表掐了10次,平均28秒,看录像才发现,他每次拿螺栓时会无意识调整一下手套,这1.5秒就悄悄溜走了。不抠细节,平衡率就是纸上富贵。
平衡墙的傲慢:别指望把所有工位都填满95%
很多主管抱着教科书不放,认定工位负荷率必须高于85%才算合格,恨不得每个工位都塞满到95%。结果呢?线体脆得像纸。任何一点异常——设备微停、来料不良、新人顶岗——立刻造成全线等待。十年前我在东莞一家电子厂做改善,老板要求每条线日产出1200台,我们死磕瓶颈工位,分流作业,最后全线平衡率飚到97%,但交付率反而下降了。因为柔性没了,换型号调几个小时。后来我们主动降低平衡率到88%,在关键工位后面故意留缓冲库存,产量波动反而平顺了。
问:为什么平衡率接近100%了,产量还是经常不达标?
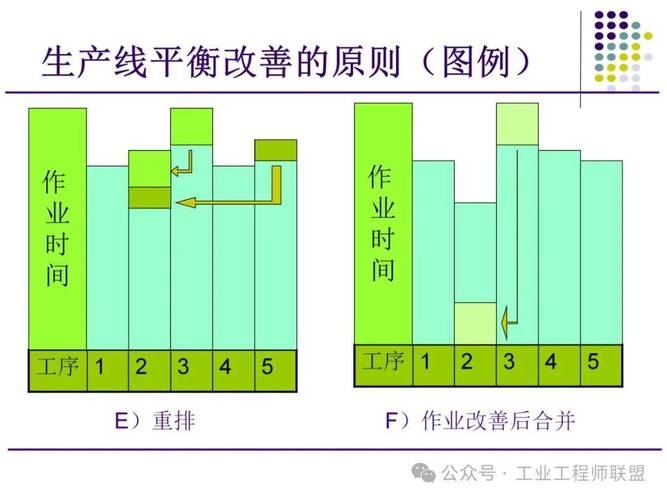
答:因为你只看了静态的作业时间,没算动态的浪费。走动、找工具、清点物料、自检互检——这些非附加值动作往往占20%以上,却很少被写进标准作业表。还有变差:同样是拧螺丝,A干的快,B干的慢,C偶尔滑牙返工,你用一个平均值去设计平衡,迟早被变异毒打。真正有效的做法是用山积图叠加变差区间,在瓶颈位置有意识留10%~15%的产能冗余,哪怕平衡率数字不好看。
数字化工具的糖衣炮弹

现在满世界都在推产线仿真、数字孪生,好像买套软件就能解决平衡问题。说实话,我见过太多花几十万上系统,最后沦为高级计时器的案例。软件需要输入准确的工时库、物流路径、设备故障率,而这些数据恰恰是最难拿到的。去年帮一家新能源电池厂评审方案,顾问公司用仿真跑出完美平衡,结果现实生产线因为电芯来料托盘方向不一致,机器人抓手频繁报警,停线比干活时间还长。那个仿真模型里根本没加抓手重试的异常逻辑。
所以,软件只是放大镜,不是魔术棒。你得先老老实实做基础IE——流程程序分析、人机联合分析、标准作业组合票——把这些底子打扎实,再用软件去优化动态调度,否则就是garbage in, garbage out。不过话说回来,一些轻量化的视频分析工具确实好用,比如你把操作视频上传,AI自动识别动作要素生成工时,省去大量人工掐表,这倒是值得拥抱。
问:上了产线平衡软件就能一劳永逸摆脱人工调节吗?
答:千万别这么想。软件算出来的平衡方案,现场班组长往往不接受,因为忽略了人情世故——你让干了十年的焊接师傅换到打磨工位,就算工时匹配,心里也不舒服,效率反降。平衡从来是技术活加人际活。我的经验是让软件出三个预案,然后和工段长、骨干工人一起讨论修改,既保证数据理性,又顾全团队士气。
说到底,生产线平衡不是数学题,而是一道阅读理解题——读设备、读物料、最关键是读人。别再炫那些完美的平衡率图表了,去车间闻闻切屑液的味道,听听气缸的排气声,捏捏工人酸痛的肩膀,答案都在那儿。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:生产线平衡:别拿节拍当圣旨,现场老鸟的肺腑之言 https://www.dachanpin.com/a/tg/55641.html