干了十多年检测,每次看到新人拿着探头在焊缝上划拉,我就忍不住想——得,又得准备给他擦屁股。不是说年轻人不行,是超声这玩意儿吧,它太吃经验。你看着屏幕上跳动的波形,那简直就像在听心电图,得知道哪儿是心跳,哪儿是室颤。对吧?
校准?校准!
别提了,上个月去一家管件厂做抽检,他们质检员小哥特自信:“探头零点早调好了。”我瞄了一眼机器,K值偏移量不对。果然,一试块验证,差出2mm去。2mm在焊缝里什么概念?那可能就是一条裂纹的漏检。别笑,超声检测最致命的错误往往不是技术难题,而是基础校准的疏忽。
这是种病,得治。说实话,我恨不得在每个检测规程开头都贴上一句:“校准不对,努力白费”的贴纸。
说到校准,很多人忽略温度影响。夏天现场五六十度,探头声速会变。冬天零下十几度,耦合剂都冻成冰碴子。不懂这个?那你还不如去搞渗透检测——那玩意虽然脏,好歹不用调这么多参数。

TOFD还是相控阵?别纠结
这几年去工业智能化展览,十个展台八个在炫相控阵检测。图像是漂亮,彩色扇扫,缺陷看得清清楚楚。可老板掏不掏得起那几百万?一套相控阵设备加培训,够雇三个高级探伤员了。但有些项目,你不买还不行,客户指定要用——行吧,技术升级确实香。可别迷信。常规超声检测在熟练操作者手里,检出率并不比相控阵差多少,只要你懂得波型转换和端点衍射的窍门。
我见过高手用一台老掉牙的模拟机,在一百多毫米的厚板里扒拉出3mm未熔合。你敢信?就靠一个单晶直探头,生生把波形解读出了福尔摩斯的感觉。所以啊,工具固然重要,但脑子更重要。
问:为什么我的焊缝超声检测总出现表面干扰波?
答:十有八九是表面氧化皮或飞溅惹的祸。不要小看那层黑壳,它会产生强烈的界面反射,把底波都压没了。解决方法:打磨。必须打磨出金属光泽,宽度达探头直径两倍以上。还不行?检查探头和楔块接触,可能进了空气或耦合剂干涸。另外,调节扫描声速时一定要用与被检工件同材质的试块,差一点都不行。对了,别忘了抑制旋钮——那是诱骗新人的陷阱,尽量别用。
问:数字机上的AVG曲线到底准不准?
答:准是准,但有前提。那曲线是按特定探头和特定耦合条件标定的。你换一个探头,或者耦合层厚了一丢丢,曲线就飘了。最稳妥的办法:现场做DAC曲线。别偷懒用机器自带的。我吃过亏——那年检一批轴锻件,用AVG评出来的当量比实际小了6dB,差点放走内裂。还有,灵敏度的补偿一定要考虑材质衰减,尤其粗晶材料,那衰减系数能让你误判。老老实实测衰减,别靠感觉。

缺陷评定:那是门玄学

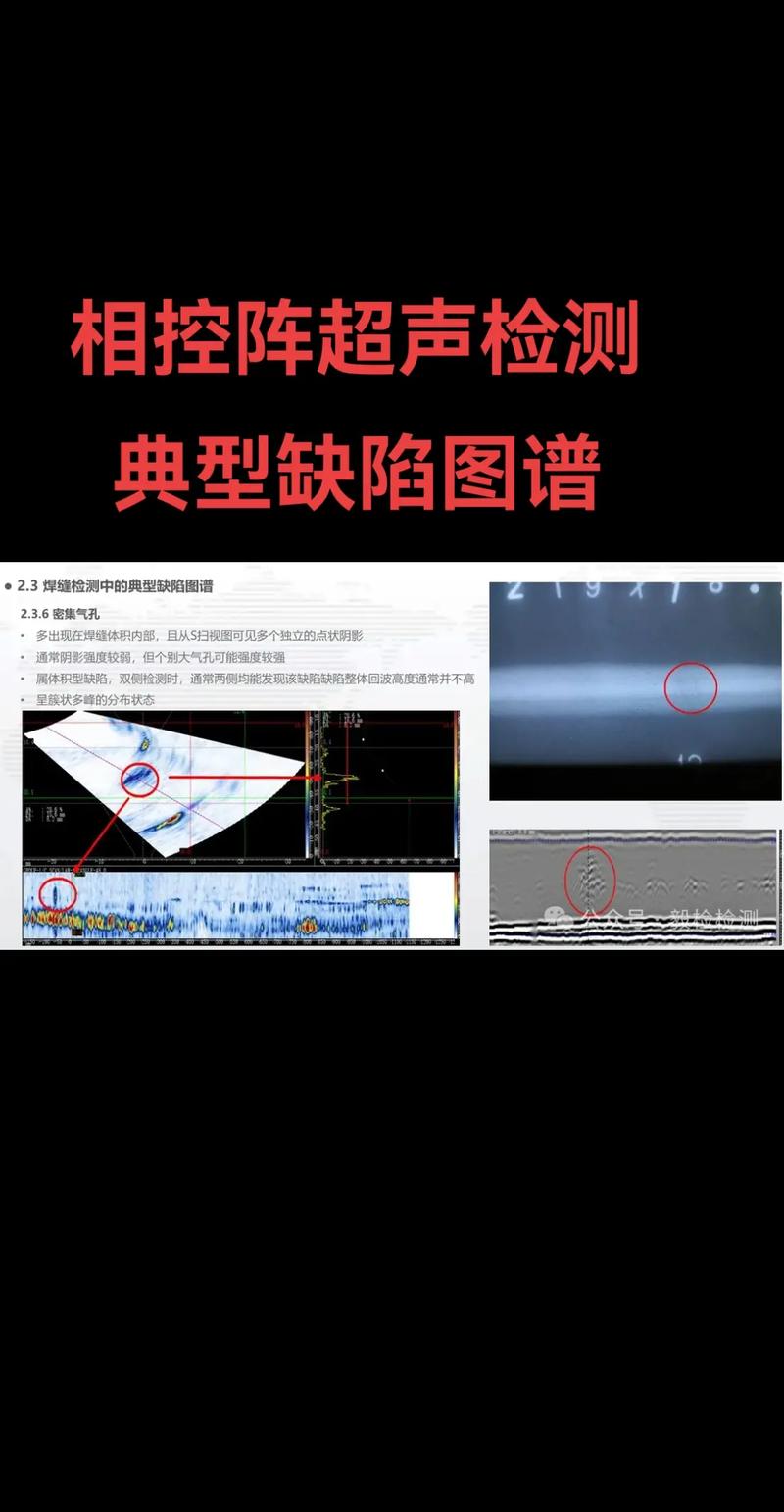
干了这么多年,最怕的就是评缺陷性质。回波高度、位置、静态波形、动态包络线……你得像算命先生,从一堆蛛丝马迹里推断是气孔还是夹渣还是裂纹。气孔波形尖锐,转动探头容易消失;夹渣有点钝,有时没底波;裂纹呢?波形高高竖起,锯齿状,探头前后移动时波高跳得快。但这规律也有失灵的时候。尤其是密集气孔和未熔合搅在一起,回波复杂得像心电图乱码。
这时候,一定要结合其他无损检测方法。比如,超声怀疑有东西,上个射线复照——尽管射线对裂纹方向敏感,但至少能排除体积状缺陷。或者做个表面磁粉或渗透,看看有没有开口。这就是所谓的“多方法互补”。可惜很多单位为了省钱,就认一种方法,结果搞出事故来。唉,血泪教训。
💡 小建议:每次检测完毕,把典型缺陷的波形截图或拍照存下来,建个图谱库。时间长了,那东西比任何教材都好使。
说远了。工业4.0嘛,现在已经开始搞无损检测数据云端化,自动评判AI初现苗头。但我总觉得,检测这事儿,太需要人的判断了。等哪天AI真能看懂那些鬼画符般的波形,我或许就该退休了。不过谁知道呢?也许到那时,我们这些老家伙的经验反而更珍贵。✅
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:无损检测(NDT)实战手记:超声波探伤的那些坑与光 https://www.dachanpin.com/a/tg/56051.html