去年在东莞一家压铸模具厂,我看到他们用金属3D打印做随形冷却水路,模具寿命直接翻了倍——这玩意儿真不是噱头。但你要是就此觉得增材制造(3D打印)已经无所不能……那你就天真了。
就在上个月,一个搞汽车零部件的老朋友还跟我抱怨,说他试着用SLM打了一批铝合金壳体,结果十个零件里两个内部有微裂纹,全部报废。你看,这就是现实。光鲜的案例背后,藏着多少坑?
金属打印,根本不是“按个按钮就完事”
很多人对增材制造有误解。以为像办公室打印机那样,模型丢进去,机器自己吭哧吭哧干,最后拿出闪闪发亮的成品。大错特错。
金属粉末床熔融(PBF)——业内一般叫SLM或DMLS——是目前工业界的绝对主力。钛合金、模具钢、高温合金……它就靠激光一层层烧结。但这里有个很反直觉的事儿:打印过程的稳定性,至今没人敢拍胸脯保证。激光功率波动0.5%?氧气含量多了一点?粉末批次间流动性变了?都会导致零件内部孔隙率超标。而且这些缺陷,不做CT扫描根本看不出来。
另一条路线,定向能量沉积(DED),俗称送粉打印,更多用在大型零件修复或毛坯制造。优点快,缺点更疯狂:表面粗糙得跟砂铸有一拼,后续车铣加工量巨大。说实话,每次看着那不均匀的熔渣,我都想骂人。工艺参数的摸索,简直是一本血泪史。
批量生产?一致性这道坎儿,摔过才知道疼
手工打样跟年产百件千件,完全是两个世界。去年我参与一个液压阀块项目,小批量做了60个阀块。打印过程本身没问题,但后面的事儿才叫抓狂。
应力变形!这是最阴险的。你打印的时候看不出,一切割从基板上取下来,零件自己就弯了,扭曲量能到毫米级。普通金属切削你还能补偿,3D打印的残余应力分布简直是个玄学——跟支撑设计、扫描路径、材料牌号都有关。我们当时调了七版支撑结构,才勉强把变形控制在公差之内。
还有后处理的一致性。线切割、去支撑、热处理、喷砂、机加关键面……每一步都会引入变异。你试过把100个零件一样样去支撑吗?人工用钳子掰,稍微大力点就把小特征崩断。自动化后处理设备?贵到让你怀疑人生,而且不是啥结构都能搞。
❓ 问:既然这么多问题,为什么还有企业砸钱搞增材制造批量生产?
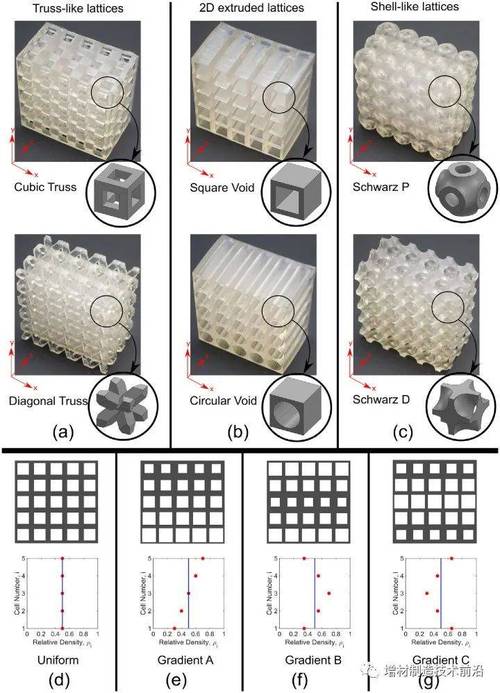
答:因为有些几何结构,减材根本做不出来。比如内部随形流道、点阵填充、一体化拓扑优化设计,这些用五轴加工中心也干瞪眼。另外,高价值、小批量的零件,比如航空发动机燃烧室部件、骨科植入物,用3D打印能省掉大量模具费,材料利用率更是把传统锻造秒成渣。一句话:它不是取代所有制造方式,而是填平那片“做不到”的空白。
降本提速,2025年的那些靠谱实践
不过话说回来,行业也没有坐以待毙。最近几个动向值得说说。
一个是过程监控与闭环控制的普及。几年前还停留在实验室,现在一些主流机型(比如EOS M400、SLM Solutions NXG系列)已经标配熔池监控。摄像头加AI算法,实时看熔池大小、强度、有没有飞溅异常。虽然还没达到“全自动调整”的地步,但至少能标记可疑区域,省了无差别CT扫描的钱。✅
另一个是材料体系的野蛮生长。以前就那几种标准粉末,现在呢?铜合金粉末能打出99%以上的致密度,高导热!模具钢粉末为打印优化了成分,热处理变形更小。甚至有厂商在推“专机专用粉”,虽然听着像捆绑销售,但不得不说,一致性确实比通用粉好得多。
还有混合制造思路——把增材和减材做到一台机器里。DMG MORI的LASERTEC系列,先DED堆出毛坯,马上在同一台机床上五轴铣削到精度。这种模式对大型复杂零件简直毒药,大幅缩短生产链。只不过机器价格……啧啧,够买三台单独设备了。💡
❓ 问:小企业想引进金属3D打印搞生产,最该注意什么?
答:别光盯着设备参数。先想清楚你的零件是否真的适合增材设计。如果没有利用到结构一体化、轻量化这些优势,只是把原来的铸件直接打成金属,那成本肯定打不下来。其次,粉末管理和安全问题容易被忽视。金属粉末易燃易爆,除尘系统、防爆措施必须到位,这不是开玩笑的。最后,找个懂工艺的有经验的人,比买再贵的机器都管用。很多失败项目,都是因为以为会开锤子就会搞打印,结果撞得头破血流。
别被媒体忽悠,也别看不起这技术
有一阵子舆论把3D打印吹成第四次工业革命,什么“无人工厂”、“分布式制造”。现在呢,又有人因为几个失败案例就彻底唱衰。这两种极端都不对。我这十五年跟钢铁、机床、模具打交道下来,只信一条:任何制造工艺都有它的边界条件。认清边界,利用边界,才是工程师该干的事。
比如,你让增材制造去PK冷镦螺母的生产效率,那是自取其辱。但如果你需要100个中空涡轮叶片,内部有冷却通道的那种,传统方法废品率可能30%以上,而3D打印能做到95%的良率。这时候它就不是可选,是唯一解。
至于未来?我看好那些更接地气的进步:粉末成本再降一降,后处理更自动化,标准体系建起来。也许五年后,我们再聊起金属增材批量生产,就像今天聊CNC加工一样平常。谁知道呢,反正搞制造这行,永远别把话说死。
最后扔句话:设备会迭代,材料会进步,但最稀缺的,永远是那个能真正理解工艺边界,又敢踩坑、会踩坑的人。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:增材制造(3D打印):金属零件批量生产,我们到底离得有多远? https://www.dachanpin.com/a/tg/57527.html